Юный техник 1980-06, страница 59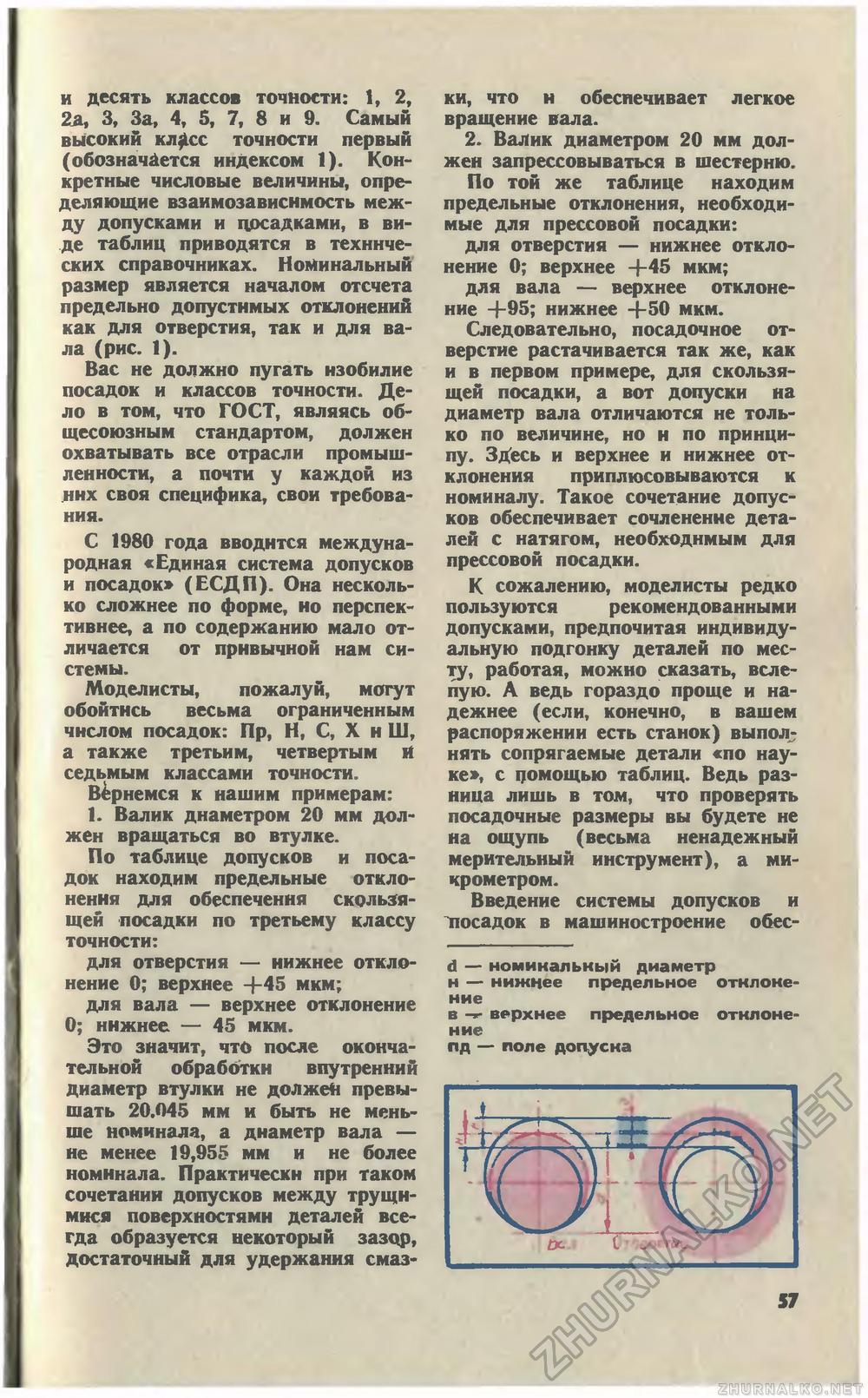
и десять классов точности: 1, 2, 2а, 3, За, 4, 5, 7, 8 и 9. Самый высокий кл^сс точности первый (обозначается индексом 1). Конкретные числовые величины, определяющие взаимозависимость между допусками и посадками, в виде таблиц приводятся в технических справочниках. Номинальный размер является началом отсчета предельно допустимых отклонений как для отверстия, так и для вала (рис. 1). Вас не должно пугать изобилие посадок и классов точности. Дело в том, что ГОСТ, являясь общесоюзным стандартом, должен охватывать все отрасли промышленности, а почти у каждой из пнх своя специфика, свои требования. С 1980 года вводится международная «Единая система допусков и посадок» (ЕСДП). Она несколько сложнее по форме, но перспективнее, а по содержанию мало отличается от привычной нам системы. Моделисты, пожалуй, могут с бойтнсь весьма ограниченным числом посадок: Пр, Н, С, X и Ш, а также третьим, четвертым й седьмым классами точности. Вёрнемся к нашим примерам: 1. Валик диаметром 20 мм должен вращаться во втулке. По таблице допусков и посадок находим предельные отклонения для обеспечения скользящей посадки по третьему классу точности: для отверстия — нижнее отклонение 0; верхнее +45 мкм; для вала — верхнее отклонение 0; нижнее — 45 мкм. Это значит что после окончательной обработки впутренний диаметр втулки не должен превышать 20.045 мм и быть не меньше номинала, а диаметр вала — не менее 19,955 мм и не более номинала. Практически при таком сочетании допусков между трущимися поверхностями деталей всегда образуется некоторый зазор, достаточный для удержания смаз ки, что н обеспечивает легкое вращение вала. 2. Валик диаметром 20 мм должен запрессовываться в шестерню. По той же таблице находим предельные отклонения, необходимые для прессовой посадки: для отверстия — нижнее отклонение 0; верхнее -J-4S мкм; для вала — верхнее отклонение +95; нижнее +50 мкм. Следовательно, посадочное отверстие растачивается так же, как и в первом примере, для скользящей посадки, а вот допуски на диаметр вала отличаются не только по величине, но и по принципу. ЗДесь и верхнее и нижнее отклонения приплюсовываются к номиналу. Такое сочетание допусков обеспечивает сочленение деталей с натягом, необходимым для прессовой посадки. К сожалению, моделисты редко пользуются рекомендованными допусками, предпочитая индивидуальную подгонку деталей по месту, работая, можно сказать, вслепую. А ведь гораздо проще и надежнее (если, конечно, в вашем распоряжении есть станок) выполнять сопрягаемые детали «по науке», с цомощью таблиц. Ведь разница лишь в том, что проверять посадочные размеры вы будете не на ощупь (весьма ненадежный мерительный инструмент), а микрометром. Введение системы допусков и посадок в машиностроение обес- d — номинальный диаметр н — нижнее предельное отклонение в верхнее предельное отклонение пд — поле допуска S7 |








