Сам себе мастер 2004-09, страница 5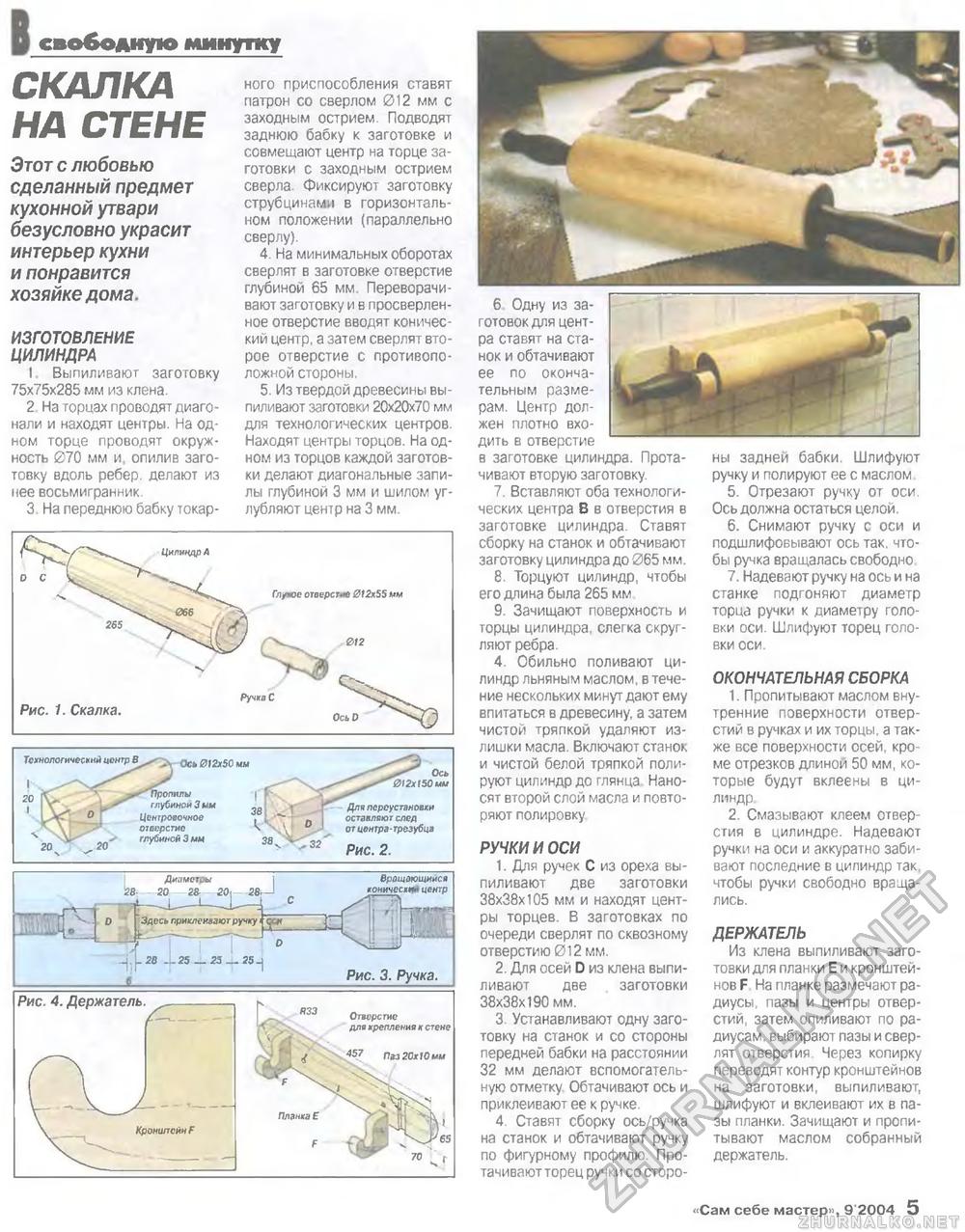
[ В свободную liMHym СКАЛКА НА СТЕНЕЭтот с любовью сделанный предмет кухонное утяари безусловно украсит интерьер кухни и понравится хозыжедома ИЗГОТОВЛЕНИЕ ЦИЛИНДРА1 Выпиливают заготовку 75x75x285 мм из клена. 2 Наторчзхпроводя»■ диагонали и находят центры. На одном торце проводят окружность £70 мм и опилив aai о-товку вдоль ребер, делают из нее восьмигранник. 3 На переднюю бабку токар ного приспособления ставят патрон со сверлом 012 мм с заходним острием Подводят заднюю бабку к заготовке и совмещают центр на торце заготовки с заходиым острием сверла Фиксирую1- заготовку струбцинам,! в горизонтальном положении (параллельно сверлу) 4 На минимальных обооотах сверлят в заготовке отверстие глубиной 65 мм Переворачивают заготовку и в просвярлен-ное отверстие вводят конниес кий цент р. а зат ем сверлят вто -рое отеерС1ие с противоположной стороны, 5 Из твердой древеси! >ь< вы -пиливэют заготовки 50x20x70 мм для технологических центров Находят центры торцов. На одном из торцов каждой заготовки делают диагональные запилы глуоинои 3 мм и шилом углубляют центр на 3 мм 6 Одну из заготовок для центра стаея г иа станок и обмачивают ее по окончательным размерам. Центр должен плотно входить в отверстие в заготовке цилиндра. Протачивают вторую заготовку 7 Вставляют оба технологических центра В в отверстия в заготовке цилиндра. Ставят сборку на станок и обтачивают заготовку цилиндра до 065 мм 8 Торцуют цилиндр, чтобы его длина была 265 мм 9 Зачищают поверхность и торцьг цилиндра, слегка скругляют ребра 4 Обильно поливают цилиндр льняным маслом в течение нескольких минут даю г ему впитаться ь досьесину. а затем чистой тряпкой удаляют излишки масла Включают станок и чистой белой тряпкой полируют цилиндр до глянца Наноси второй слой масла и повторяю: полировку РУЧКИ И ОСИ1. Для ручек С из ореха выпиливают две заготовки 38x38x105 мм и находят центры торцев. В заготовках по очереди сверлят по сквозному отверстию 012 мм. 2 Для осей D из клена выпиливают две заготовки 33x38x190 мм. 3 Устанавливают одну заготовку на станок и со стороны передней бабки на расстоянии 32 мм делают вспомогательную отме тку Обтачивают ось и приклеивают ее к ручке. 4 Ставят сборку ось/ручка на станок и обтачивают ручку по фигурному профилю Протачивают торец ру^ки со сторо ны задней бабки Шлифуют ручку и полируют се с маслом 5 Отрезают ручку от оси Ось должна остаться целой 6. Снимают ручку с оси и подшлифовь.аают ось так чтобы ручка вращалась свободно 7, Надевают ручку на ось и на станке подгоняют диаметр торца ручки к диаметру головки оси. Шлифуют торец головки оси ОКОНЧАТЕЛЬНАЯ СБОРКА1. Пропитывают маслом внутренние поверхности отверстий в ручках и их торцы, а также все поверхности осей, кро ме отрезков дпинои 50 мм, которые будут вклеены в цилиндр 2 Смэ^ывзюг клеем отвер стия в цилиндре Надевают ручки иа оси и аккуратно забивают последние в цилиндр так чтобы ручки свободно враща-лигь. ДЕРЖАТЕЛЬИз клена выпиливают заготовки для планки Е и кронштейнов F На планке размечают радиусы пазы и центрьг отвергни, затем спиливают по радиусам выбирают пазы и свео-лят отверстия Через копирку переводят контур кронштейнов на заготовки, выпиливают, шлифуют и вклеивают их в пазы планки Зачищают и пропитывают маслом собоанный держа гель ЦнлнодЛ А Гл/яоо отвы>с*«в 812x55 ым Рис. 1. Скалкг Технологически^ центр У Ос* 012x50 мм - ' Ось 012x150 им Пропиты глубинах Зчм ЦентгюгачнОъ отверстие ГГ/йЧкОЙ ЫМ ДЛЯ ICpitVCTaHOMrl оставляют -лед огцемратрьзубцэ вращающиеся кон mot иен,р J.-iiMCT ы Здеьв лриклешдет ручку Рис. 4. Держатель Отвсрс гие «лв крег пенив * стене Pa .2Cx10vu Ппа»каЕ Кронштейн? «Сам себе мастер», О 2004 5 |








