Сделай Сам (Знание) 1996-04, страница 120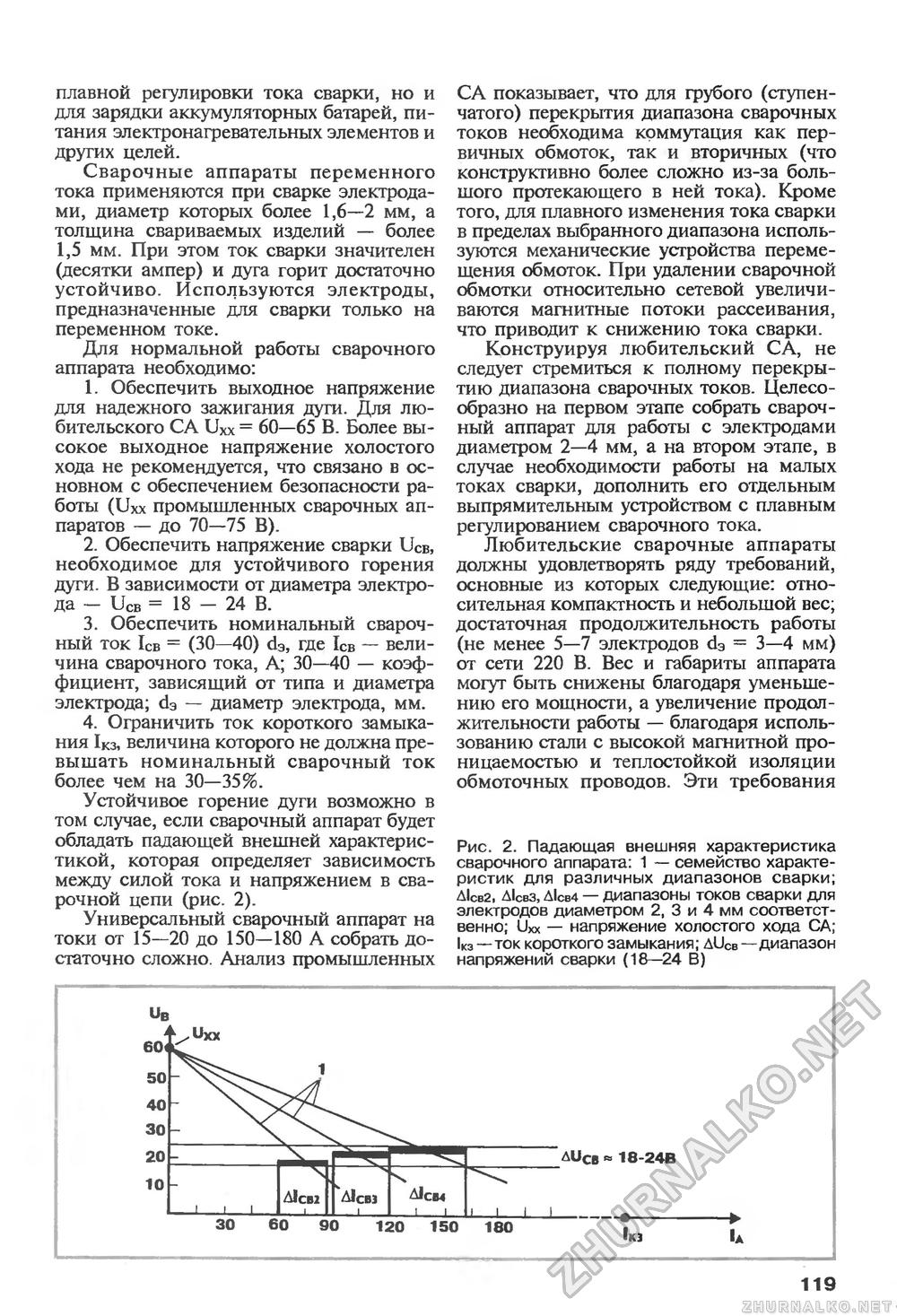
плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей. Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6—2 мм, а толщина свариваемых изделий — более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо: 1. Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского СА Uхх = 60—65 В. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы (Uxx промышленных сварочных аппаратов — до 70—75 В). 2. Обеспечить напряжение сварки UCb, необходимое для устойчивого горения дуги. В зависимости от диаметра электрода - UCB =18-24 В. 3. Обеспечить номинальный сварочный ток 1св = (30—40) d3, где 1св — величина сварочного тока, А; 30—40 — коэффициент, зависящий от типа и диаметра электрода; d3 — диаметр электрода, мм. 4. Ограничить ток короткого замыкания 1Кз, величина которого не должна превышать номинальный сварочный ток более чем на 30—35%. Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи (рис. 2). Универсальный сварочный аппарат на токи от 15—20 до 150—180 А собрать достаточно сложно. Анализ промышленных СА показывает, что для грубого (ступенчатого) перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки. Конструируя любительский СА, не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2—4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5—7 электродов d3 = 3—4 мм) от сети 220 В. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы — благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования Рис. 2. Падающая внешняя характеристика сварочного аппарата: 1 — семейство характеристик для различных диапазонов сварки; Д1св2| Д1свз, Д1св4 — диапазоны токов сварки для электродов диаметром 2, 3 и 4 мм соответственно, Uxx — напряжение холостого хода СА 1кз—ток короткого замыкания; дисв—диапазон напряжений сварки (18—24 В) Ub 119 |








