Сделай Сам (Знание) 1996-04, страница 121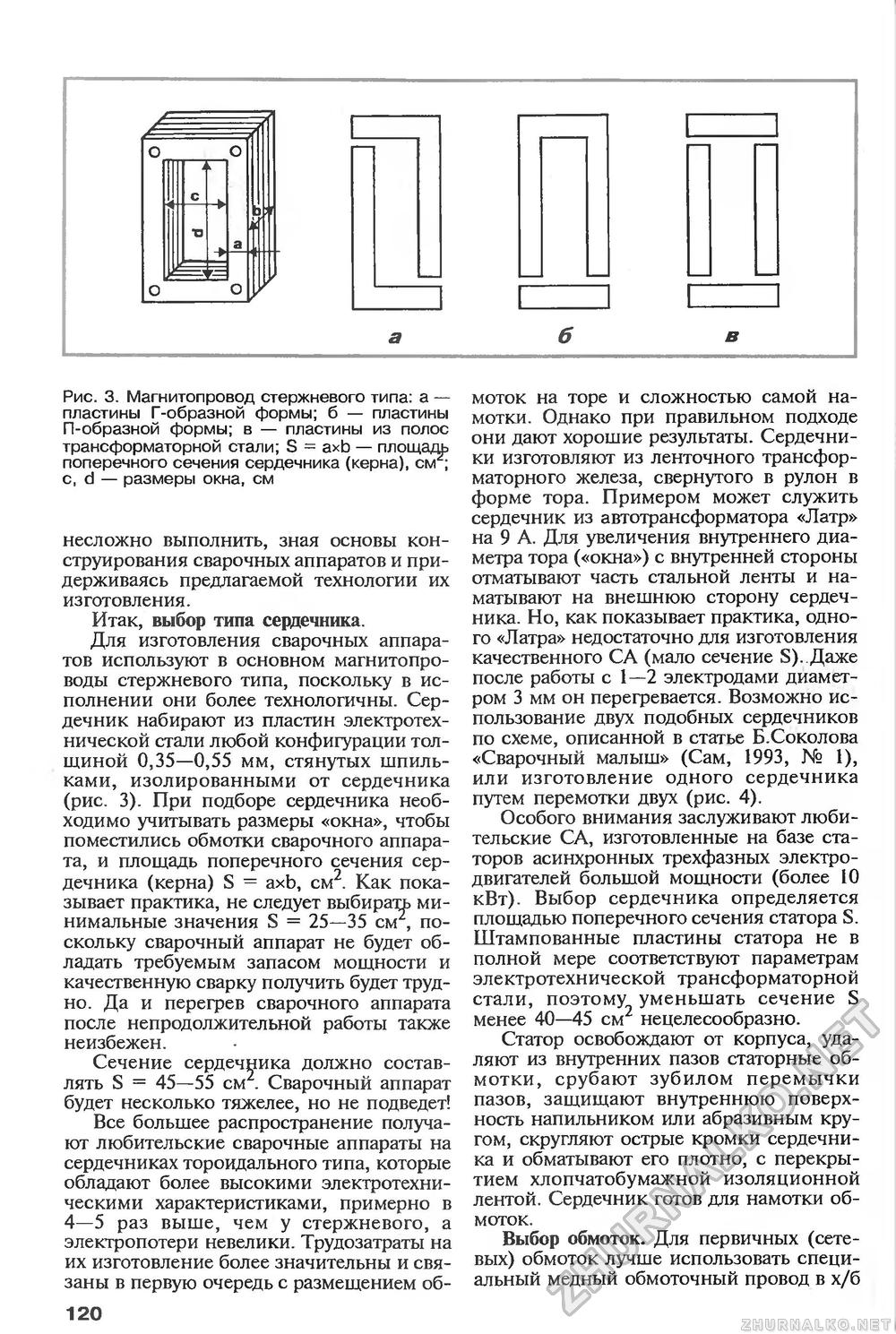
Рис. 3. Магнитопровод стержневого типа: а — пластины Г-образной формы; б — пластины П-образной формы; в — пластины из полос трансформаторной стали; S = axb — площади поперечного сечения сердечника (керна), см ; с, d — размеры окна, см несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления. Итак, выбор типа сердечника. Для изготовления сварочных аппаратов используют в основном магнитопро-воды стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35—0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учитывать размеры «окна», чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S = axb, см2. Как показывает практика, не следует выбирал* минимальные значения S = 25—35 см , поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен. Сечение сердечника должно составлять S = 45—55 см . Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 4—5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением об моток на торе и сложностью самой намотки. Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного СА (мало сечение S). Даже после работы с 1—2 электродами диаметром 3 мм он перегревается. Возможно использование двух подобных сердечников по схеме, описанной в статье Б Соколова «Сварочный малыш» (Сам, 1993, № 1), или изготовление одного сердечника путем перемотки двух (рис. 4). Особого внимания заслуживают любительские СА, изготовленные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40—45 см нецелесообразно. Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток. Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х/б 120 |








