Сделай Сам (Знание) 1996-04, страница 124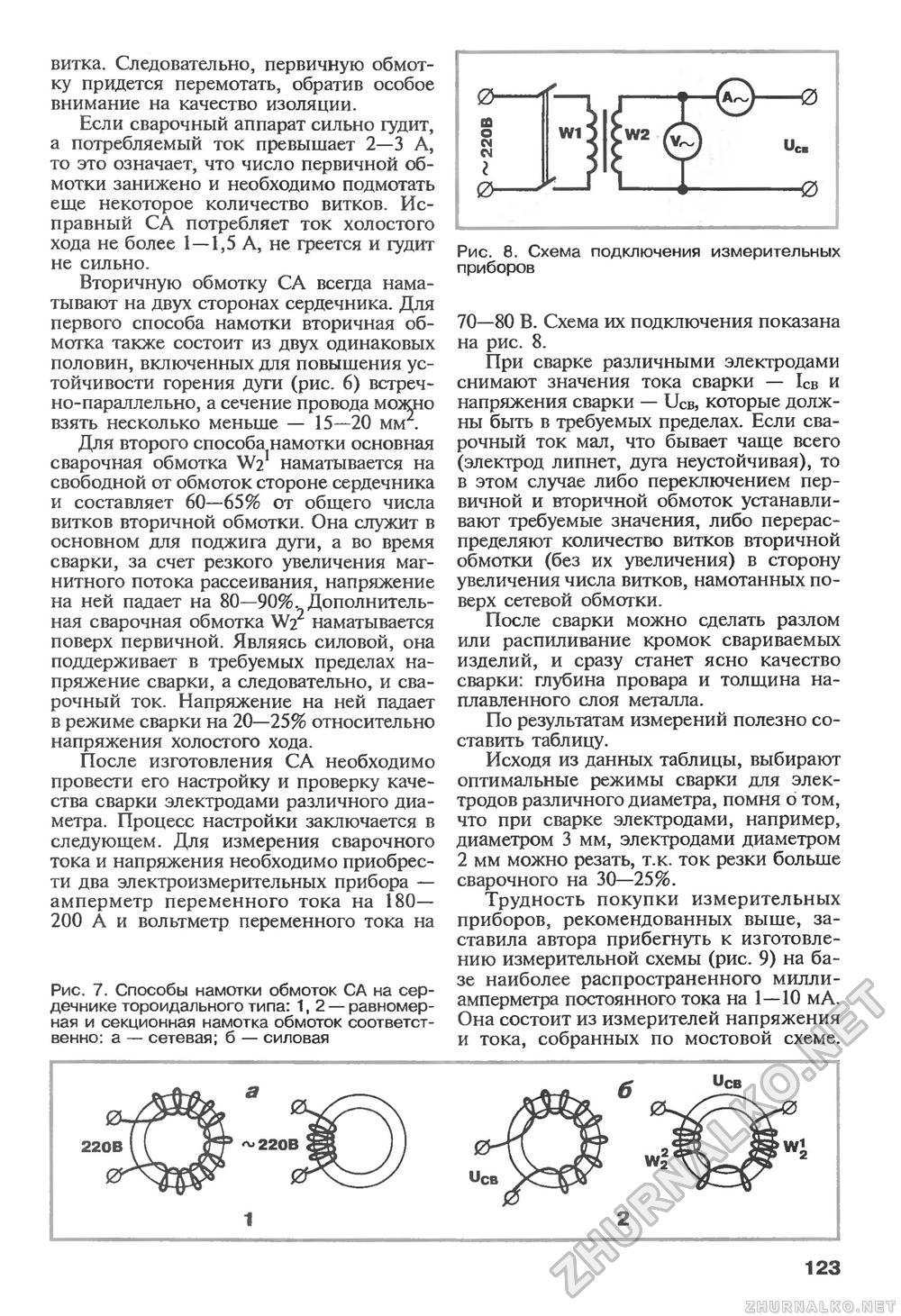
витка. Следовательно, первичную обмотку придется перемотать, обратив особое внимание на качество изоляции. Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2—3 А, то это означает, что число первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный СА потребляет ток холостого хода не более 1—1,5 А, не греется и гудит не сильно. Вторичную обмотку СА всегда наматывают на двух сторонах сердечника. Для первого способа намотки вторичная обмотка также состоит из двух одинаковых половин, включенных для повышения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше — 15—20 мм . Для второго способа намотки основная сварочная обмотка W2 наматывается на свободной от обмоток стороне сердечника и составляет 60—65% от общего числа витков вторичной обмотки. Она служит в основном для поджига дуги, а во время сварки, за счет резкого увеличения магнитного потока рассеивания, напряжение на ней падает на 80—90%. Дополнительная сварочная обмотка W22 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20—25% относительно напряжения холостого хода. После изготовления СА необходимо провести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения необходимо приобрести два электроизмерительных прибора — амперметр переменного тока на 180— 200 А и вольтметр переменного тока на Рис. 7. Способы намотки обмоток СА на сердечнике тороидального типа: 1,2 — равномерная и секционная намотка обмоток соответственно: а — сетевая; б — силовая Рис. 8. Схема подключения измерительных приборов 70—80 В. Схема их подключения показана на рис. 8. При сварке различными электродами снимают значения тока сварки — 1св и напряжения сварки — UCb, которые должны быть в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае либо переключением первичной и вторичной обмоток устанавливают требуемые значения, либо перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом или распиливание кромок свариваемых изделий, и сразу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу. Исходя из данных таблицы, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30—25%. Трудность покупки измерительных приборов, рекомендованных выше, заставила автора прибегнуть к изготовлению измерительной схемы (рис. 9) на базе наиболее распространенного миллиамперметра постоянного тока на 1—10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме. 123 |








