Сделай Сам (Знание) 1998-01, страница 130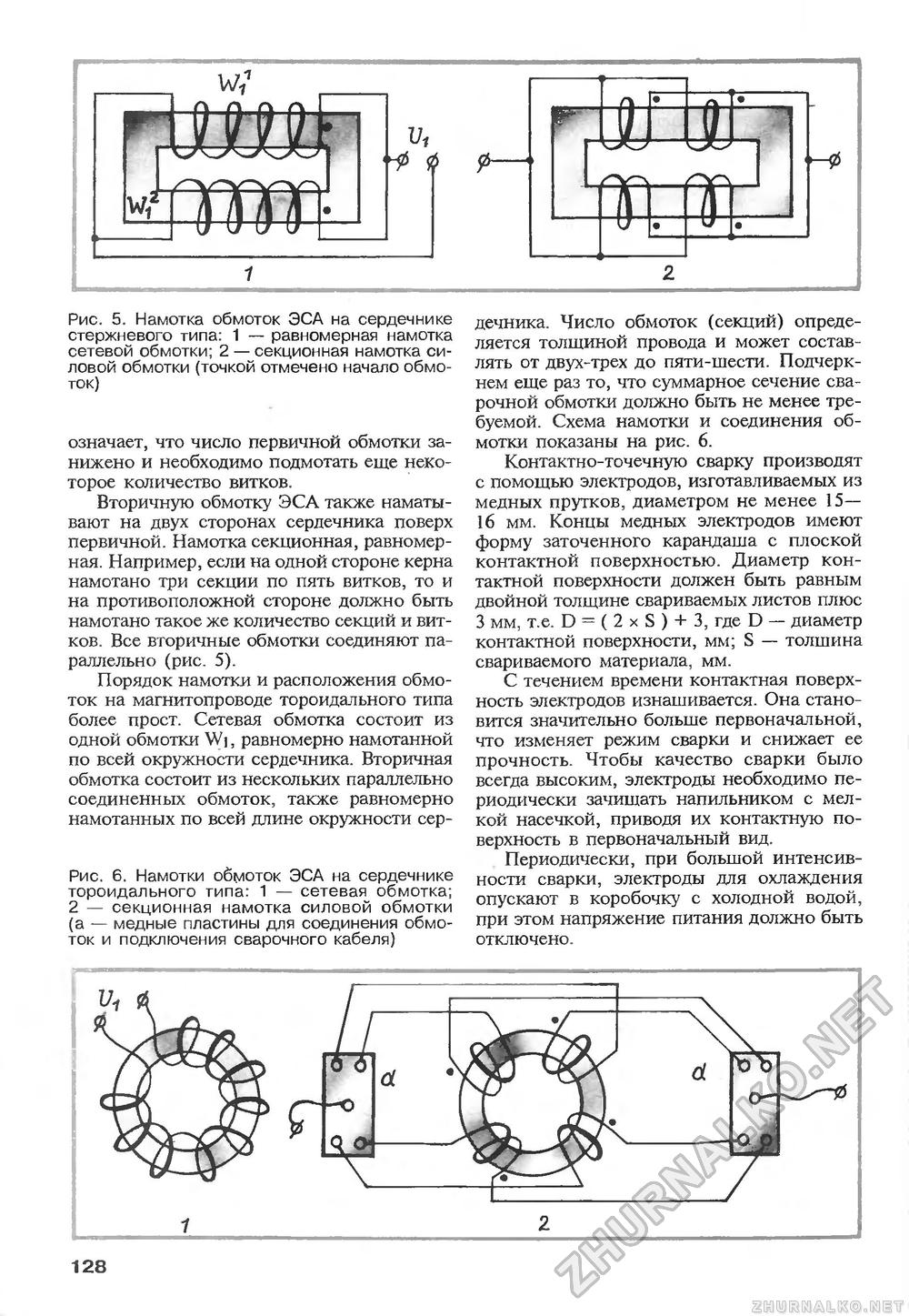
Рис. 5. Намотка обмоток ЭСА на сердечнике стержневого типа: 1 — равномерная намотка сетевой обмотки; 2 — секционная намотка силовой обмотки (точкой отмечено начало обмоток) означает, что число первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Вторичную обмотку ЭСА также наматывают на двух сторонах сердечника поверх первичной. Намотка секционная, равномерная. Например, если на одной стороне керна намотано три секции по пять витков, то и на противоположной стороне должно быть намотано такое же количество секций и витков. Все вторичные обмотки соединяют параллельно (рис. 5). Порядок намотки и расположения обмоток на магнитопроводе тороидального типа более прост. Сетевая обмотка состоит из одной обмотки Wi, равномерно намотанной по всей окружности сердечника. Вторичная обмотка состоит из нескольких параллельно соединенных обмоток, также равномерно намотанных по всей длине окружности сер Рис. 6. Намотки обмоток ЭСА на сердечнике тороидального типа: 1 — сетевая обмотка; 2 — секционная намотка силовой обмотки (а — медные пластины для соединения обмоток и подключения сварочного кабеля) дечника. Число обмоток (секций) определяется толщиной провода и может составлять от двух-трех до пяти-шести. Подчеркнем еще раз то, что суммарное сечение сварочной обмотки должно быть не менее требуемой. Схема намотки и соединения обмотки показаны на рис. 6. Контактно-точечную сварку производят с помощью электродов, изготавливаемых из медных прутков, диаметром не менее 15— 16 мм. Концы медных электродов имеют форму заточенного карандаша с плоской контактной поверхностью. Диаметр контактной поверхности должен быть равным двойной толщине свариваемых листов плюс 3 мм, т.е. D = ( 2 х S ) + 3, где D — диаметр контактной поверхности, мм; S — толшина свариваемого материала, мм. С течением времени контактная поверхность электродов изнашивается. Она становится значительно больше первоначальной, что изменяет режим сварки и снижает ее прочность. Чтобы качество сварки было всегда высоким, электроды необходимо периодически зачищать напильником с мелкой насечкой, приводя их контактную поверхность в первоначальный вид. Периодически, при большой интенсивности сварки, электроды для охлаждения опускают в коробочку с холодной водой, при этом напряжение питания должно быть отключено. 128 |








