Сделай Сам (Знание) 1998-01, страница 131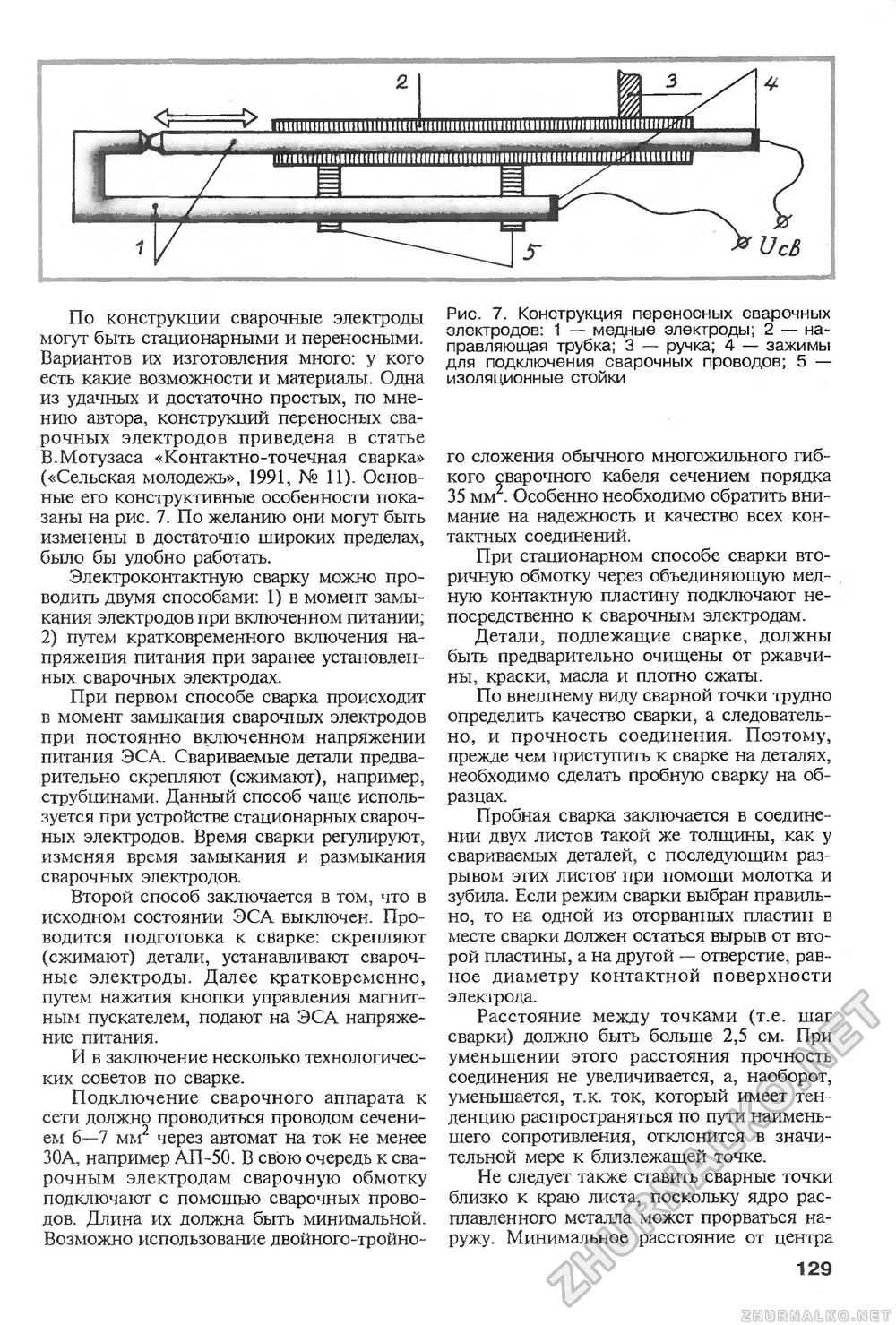
По конструкции сварочные электроды могут быть стационарными и переносными. Вариантов их изготовления много: у кого есть какие возможности и материалы. Одна из удачных и достаточно простых, по мнению автора, конструкций переносных сварочных электродов приведена в статье В.Мотузаса «Контактно-точечная сварка» («Сельская молодежь», 1991, № 11). Основные его конструктивные особенности показаны на рис. 7. По желанию они могут быть изменены в достаточно широких пределах, было бы удобно работать. Электроконтактную сварку можно проводить двумя способами: 1) в момент замыкания электродов при включенном питании; 2) путем кратковременного включения напряжения питания при заранее установленных сварочных электродах. При первом способе сварка происходит в момент замыкания сварочных электродов при постоянно включенном напряжении питания ЭСА. Свариваемые детали предварительно скрепляют (сжимают), например, струбцинами. Данный способ чаще используется при устройстве стационарных сварочных электродов. Время сварки регулируют, изменяя время замыкания и размыкания сварочных электродов. Второй способ заключается в том, что в исходном состоянии ЭСА выключен. Проводится подготовка к сварке: скрепляют (сжимают) детали, устанавливают сварочные электроды. Далее кратковременно, путем нажатия кнопки управления магнитным пускателем, подают на ЭСА напряжение питания. И в заключение несколько технологических советов по сварке. Подключение сварочного аппарата к сети должно проводиться проводом сечением 6—7 мм2 через автомат на ток не менее ЗОА, например АП-50. В свою очередь к сварочным электродам сварочную обмотку подключают с помошью сварочных проводов. Длина их должна быть минимальной. Возможно использование двойного-тройно Рис. 7. Конструкция переносных сварочных электродов: 1 — медные электроды; 2 — направляющая трубка; 3 — ручка; 4 — зажимы для подключения сварочных проводов; 5 — изоляционные стойки го сложения обычного многожильного гибкого сварочного кабеля сечением порядка 35 мм2. Особенно необходимо обратить внимание на надежность и качество всех контактных соединений. При стационарном способе сварки вторичную обмотку через объединяющую медную контактную пластину подключают непосредственно к сварочным электродам. Детали, подлежащие сварке, должны быть предварительно очищены от ржавчины, краски, масла и плотно сжаты. По внешнему виду сварной точки трудно определить качество сварки, а следовательно, и прочность соединения. Поэтому, прежде чем приступить к сварке на деталях, необходимо сделать пробную сварку на образцах. Пробная сварка заключается в соединении двух листов такой же толщины, как у свариваемых деталей, с последующим разрывом этих листов" при помощи молотка и зубила. Если режим сварки выбран правильно, то на одной из оторванных пластин в месте сварки должен остаться вырыв от второй пластины, а на другой — отверстие, равное диаметру контактной поверхности электрода. Расстояние между точками (т.е. шаг сварки) должно быть больше 2,5 см. При уменьшении этого расстояния прочность соединения не увеличивается, а, наоборот, уменьшается, т.к. ток, который имеет тенденцию распространяться по пути наименьшего сопротивления, отклонится в значительной мере к близлежащей точке. Не следует также ставить сварные точки близко к краю листа, поскольку ядро расплавленного металла может прорваться наружу. Минимальное расстояние от центра 129 |








