Сделай Сам (Знание) 1998-01, страница 128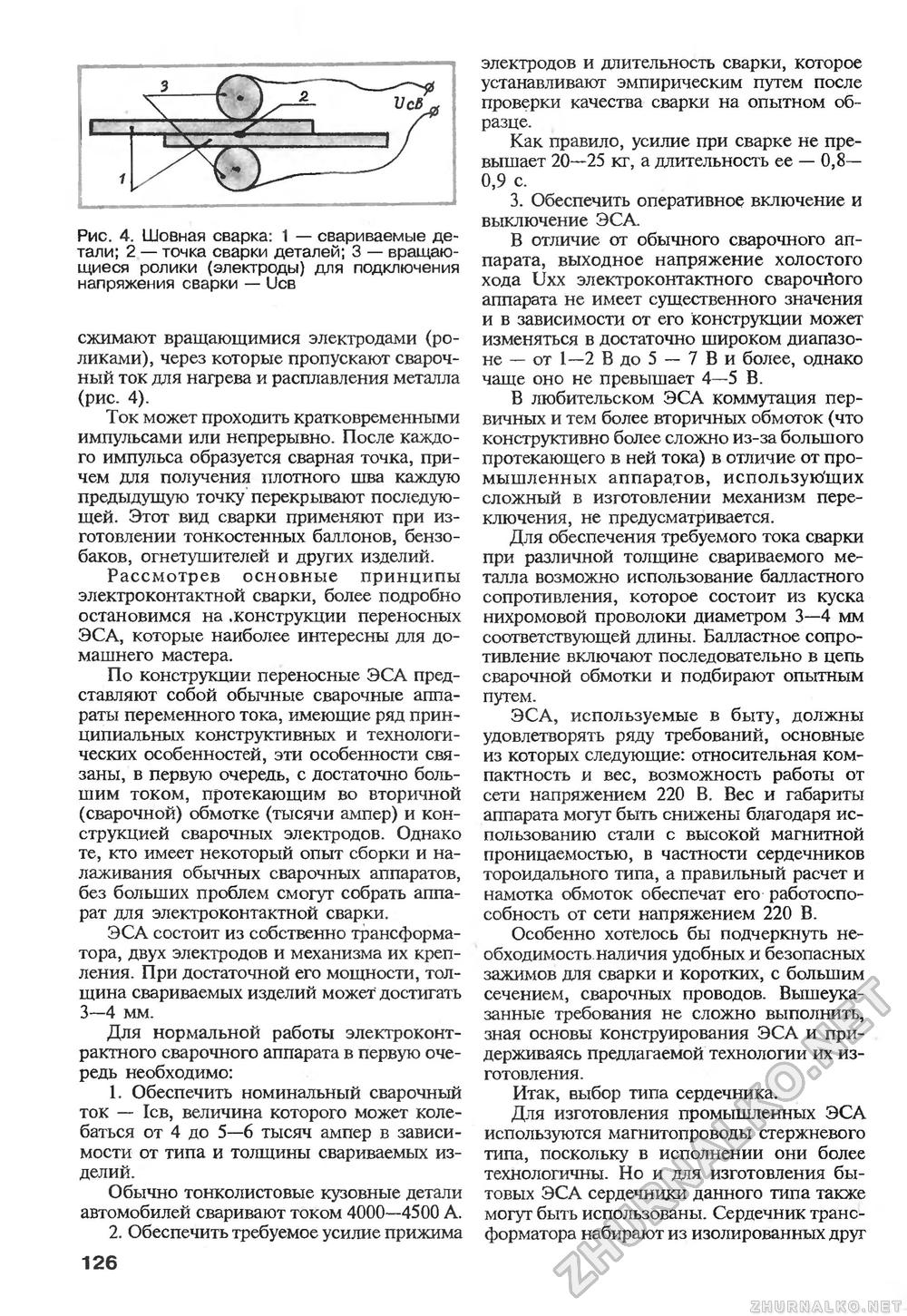
Рис. 4. Шовная сварка. 1 — свариваемые детали; 2 — точка сварки деталей; 3 — вращающиеся ролики (электроды) для подключения напряжения сварки — Ucb сжимают вращающимися электродами (роликами), через которые пропускают сварочный ток для нагрева и расплавления металла (рис. 4). Ток может проходить кратковременными импульсами или непрерывно. После каждого импульса образуется сварная точка, причем для получения плотного шва каждую предыдущую точку перекрывают последующей. Этот вид сварки применяют при изготовлении тонкостенных баллонов, бензобаков, огнетушителей и других изделий. Рассмотрев основные принципы электроконтактной сварки, более подробно остановимся на .конструкции переносных ЭСА, которые наиболее интересны для домашнего мастера. По конструкции переносные ЭСА представляют собой обычные сварочные аппараты переменного тока, имеющие ряд принципиальных конструктивных и технологических особенностей, эти особенности связаны, в первую очередь, с достаточно большим током, протекающим во вторичной (сварочной) обмотке (тысячи ампер) и конструкцией сварочных электродов. Однако те, кто имеет некоторый опыт сборки и налаживания обычных сварочных аппаратов, без больших проблем смогут собрать аппарат для электроконтактной сварки. ЭСА состоит из собственно трансформатора, двух электродов и механизма их крепления. При достаточной его мощности, толщина свариваемых изделий может достигать 3—4 мм. Для нормальной работы электроконтрактного сварочного аппарата в первую очередь необходимо: 1. Обеспечить номинальный сварочный ток — 1св, величина которого может колебаться от 4 до 5—6 тысяч ампер в зависимости от типа и толщины свариваемых изделий. Обычно тонколистовые кузовные детали автомобилей сваривают током 4000—4500 А. 2. Обеспечить требуемое усилие прижима электродов и длительность сварки, которое устанавливают эмпирическим путем после проверки качества сварки на опытном образце. Как правило, усилие при сварке не превышает 20—25 кг, а длительность ее — 0,8— 0,9 с. 3. Обеспечить оперативное включение и выключение ЭСА. В отличие от обычного сварочного аппарата, выходное напряжение холостого хода Uxx электроконтактного сварочйого аппарата не имеет существенного значения и в зависимости от его конструкции может изменяться в достаточно широком диапазоне — от 1—2 В до 5 — 7 В и более, однако чаще оно не превышает 4—5 В. В любительском ЭСА коммутация первичных и тем более вторичных обмоток (что конструктивно более сложно из-за большого протекающего в ней тока) в отличие от промышленных аппаратов, использую'щих сложный в изготовлении механизм переключения, не предусматривается. Для обеспечения требуемого тока сварки при различной толщине свариваемого металла возможно использование балластного сопротивления, которое состоит из куска нихромовой проволоки диаметром 3—4 мм соответствующей длины. Балластное сопротивление включают последовательно в цепь сварочной обмотки и подбирают опытным путем. ЭСА, используемые в быту, должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и вес, возможность работы от сети напряжением 220 В. Вес и габариты аппарата могут быть снижены благодаря использованию стали с высокой магнитной проницаемостью, в частности сердечников тороидального типа, а правильный расчет и намотка обмоток обеспечат его работоспособность от сети напряжением 220 В. Особенно хотелось бы подчеркнуть необходимость наличия удобных и безопасных зажимов для сварки и коротких, с большим сечением, сварочных проводов Вышеуказанные требования не сложно выполнить, зная основы конструирования ЭСА и придерживаясь предлагаемой технологии их изготовления. Итак, выбор типа сердечника. Для изготовления промышленных ЭСА используются магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Но и для изготовления бытовых ЭСА сердечники данного типа также могут быть использованы. Сердечник трансформатора набирают из изолированных друг 126 |








