Сделай Сам (Знание) 2003-04, страница 105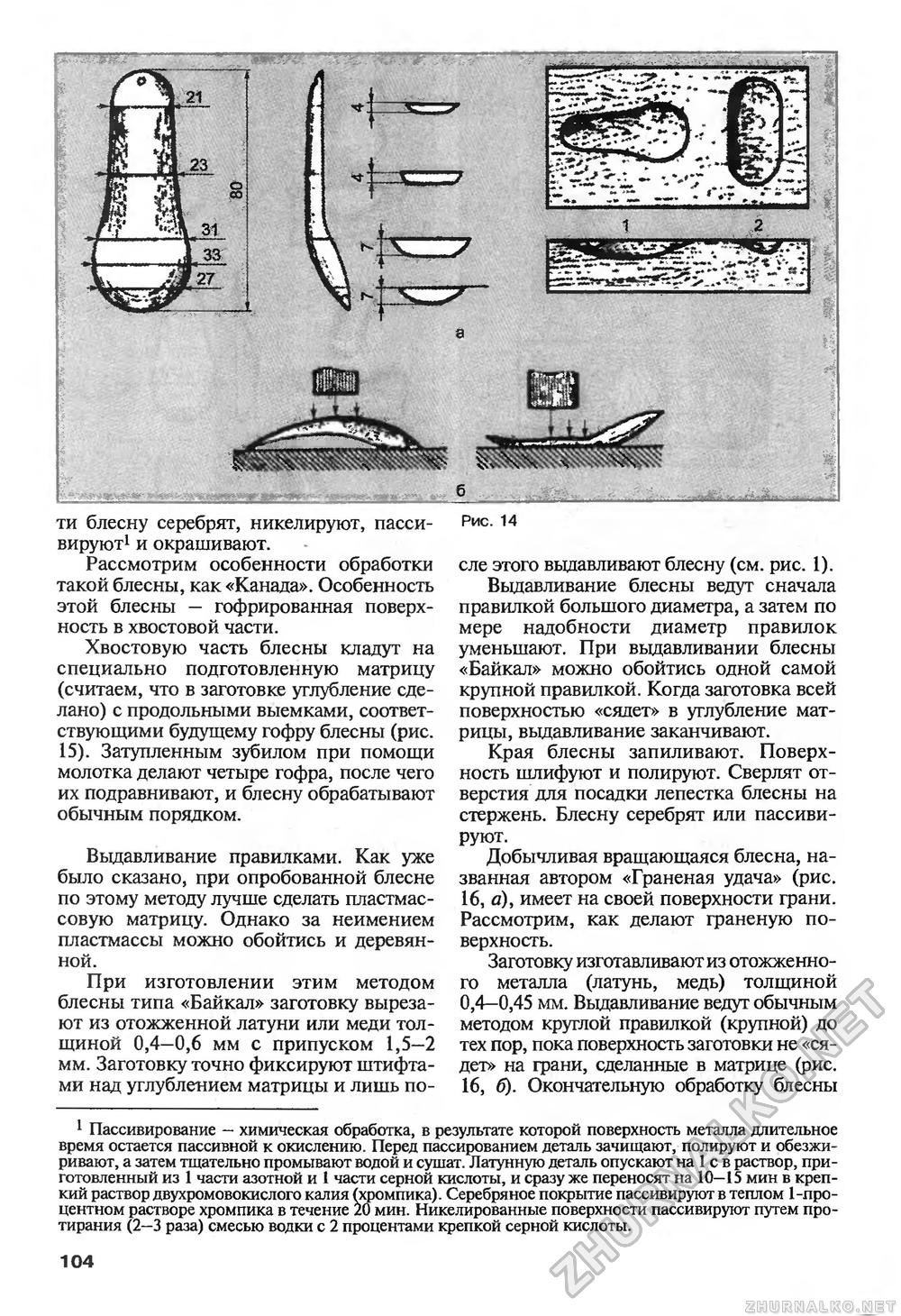
ти блесну серебрят, никелируют, пассивируют1 и окрашивают. Рассмотрим особенности обработки такой блесны, как «Канада». Особенность этой блесны — гофрированная поверхность в хвостовой части. Хвостовую часть блесны кладут на специально подготовленную матрицу (считаем, что в заготовке углубление сделано) с продольными выемками, соответствующими будущему гофру блесны (рис. 15). Затупленным зубилом при помощи молотка делают четыре гофра, после чего их подравнивают, и блесну обрабатывают обычным порядком. Выдавливание правилками. Как уже было сказано, при опробованной блесне по этому методу лучше сделать пластмассовую матрицу. Однако за неимением пластмассы можно обойтись и деревянной. При изготовлении этим методом блесны типа «Байкал» заготовку вырезают из отожженной латуни или меди толщиной 0,4-0,6 мм с припуском 1,5—2 мм. Заготовку точно фиксируют штифтами над углублением матрицы и лишь по- Рис. 14 еле этого выдавливают блесну (см. рис. 1). Выдавливание блесны ведут сначала правилкой большого диаметра, а затем по мере надобности диаметр правилок уменьшают. При выдавливании блесны «Байкал» можно обойтись одной самой крупной правилкой. Когда заготовка всей поверхностью «сядет» в углубление матрицы, выдавливание заканчивают. Края блесны запиливают. Поверхность шлифуют и полируют. Сверлят отверстия для посадки лепестка блесны на стержень. Блесну серебрят или пассивируют. Добычливая вращающаяся блесна, названная автором «Граненая удача» (рис. 16, о), имеет на своей поверхности грани. Рассмотрим, как делают граненую поверхность. Заготовку изготавливают из отожженного металла (латунь, медь) толщиной 0,4—0,45 мм. Выдавливание ведут обычным методом круглой правилкой (крупной) до тех пор, пока поверхность заготовки не «сядет» на грани, сделанные в матрице (рис. 16, б). Окончательную обработку блесны 1 Пассивирование — химическая обработка, в результате которой поверхность металла длительное время остается пассивной к окислению. Перед пассированием деталь зачищают, полируют и обезжиривают, а затем тщательно промывают водой и сушат. Латунную деталь опускают на 1 с в раствор, приготовленный из 1 части азотной и I части серной кислоты, и сразу же переносят на 10—15 мин в крепкий раствор двухромовокислого калия (хромпика). Серебряное покрытие пассивируют в теплом 1-процентном растворе хромпика в течение 20 мин. Никелированные поверхности пассивируют путем протирания (2—3 раза) смесью водки с 2 процентами крепкой серной кислоты. 104 |








