Сделай Сам (Знание) 2003-04, страница 104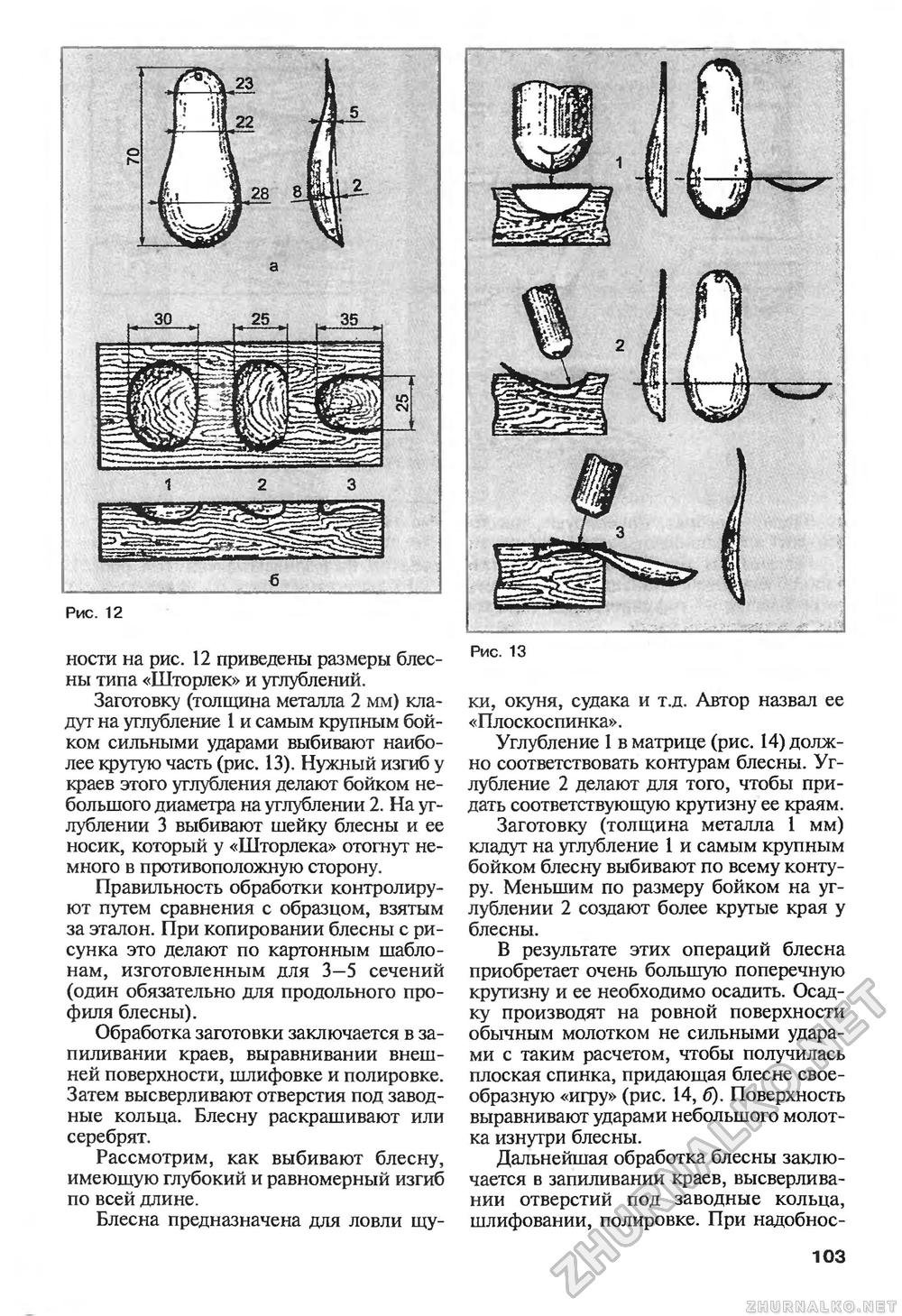
Рис. 12 ности на рис. 12 приведены размеры блесны типа «Шторлек» и углублений. Заготовку (толщина металла 2 мм) кладут на углубление 1 и самым крупным бойком сильными ударами выбивают наиболее крутую часть (рис. 13). Нужный изгиб у краев этого углубления делают бойком небольшого диаметра на углублении 2. На углублении 3 выбивают шейку блесны и ее носик, который у «Шторлека» отогнут немного в противоположную сторону. Правильность обработки контролируют путем сравнения с образцом, взятым за эталон. При копировании блесны с рисунка это делают по картонным шаблонам, изготовленным для 3—5 сечений (один обязательно для продольного профиля блесны). Обработка заготовки заключается в за-пиливании краев, выравнивании внешней поверхности, шлифовке и полировке. Затем высверливают отверстия под заводные кольца. Блесну раскрашивают или серебрят. Рассмотрим, как выбивают блесну, имеющую глубокий и равномерный изгиб по всей длине. Блесна предназначена для ловли щу- Рис. 13 ки, окуня, судака и т.д. Автор назвал ее «Плоскоспинка». Углубление 1 в матрице (рис. 14) должно соответствовать контурам блесны. Углубление 2 делают для того, чтобы придать соответствующую крутизну ее краям. Заготовку (толщина металла 1 мм) кладут на углубление 1 и самым крупным бойком блесну выбивают по всему контуру. Меньшим по размеру бойком на углублении 2 создают более крутые края у блесны. В результате этих операций блесна приобретает очень большую поперечную крутизну и ее необходимо осадить. Осадку производят на ровной поверхности обычным молотком не сильными ударами с таким расчетом, чтобы получилась плоская спинка, придающая блесне своеобразную «игру» (рис. 14, б). Поверхность выравнивают ударами небольшого молотка изнутри блесны. Дальнейшая обработка блесны заключается в запиливании краев, высверливании отверстий под заводные кольца, шлифовании, полировке. При надобнос 103 |








