Сделай Сам (Знание) 2009-04, страница 88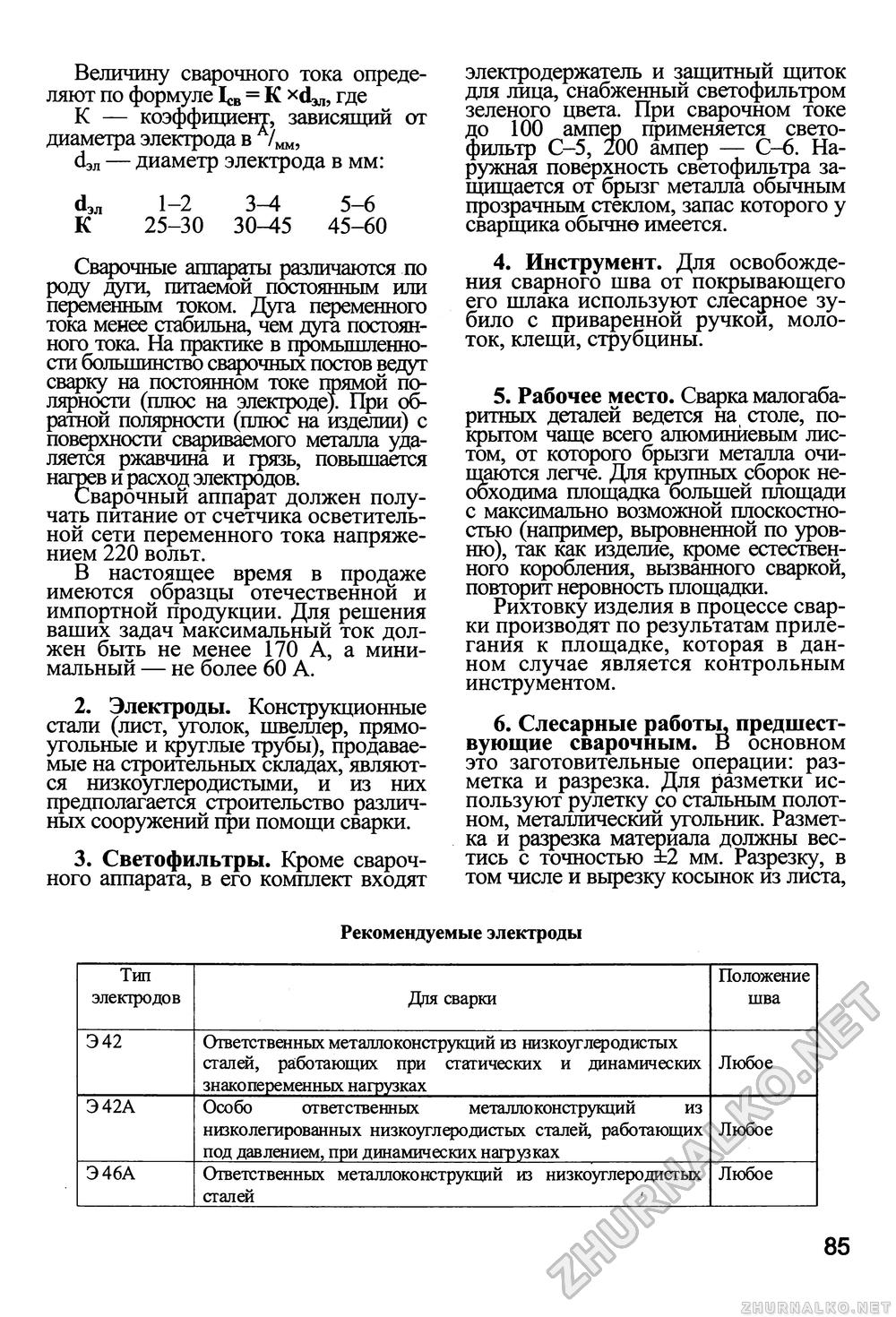
Величину сварочного тока определяют по формуле 1сВ = К xd^, где К — коэффициент, зависящий от диаметра электрода в ёэл — диаметр электрода в мм: К 1-2 25-30 3-4 30—45 5-6 45-60 Сварочные аппараты различаются по роду дуги, питаемой постоянным или переменным током. Дуга переменного тока менее стабильна, чем дуга постоянного тока. На практике в промышленности большинство сварочных постов ведут сварку на постоянном токе прямой полярности (плюс на электроде). При обратной полярности (плюс на изделии) с поверхности свариваемого металла удаляется ржавчина и грязь, повышается нагрев и расход электродов. Сварочный аппарат должен получать питание от счетчика осветительной сети переменного тока напряжением 220 вольт. В настоящее время в продаже имеются образцы отечественной и импортной продукции. Для решения ваших задач максимальный ток должен быть не менее 170 А, а минимальный — не более 60 А. 2. Электроды. Конструкционные стали (лист, уголок, швеллер, прямоугольные и круглые трубы), продаваемые на строительных складах, являются низкоуглеродистыми, и из них предполагается строительство различных сооружений при помощи сварки. 3. Светофильтры. Кроме сварочного аппарата, в его комплект входят электродержатель и защитный щиток для лица, снабженный светофильтром зеленого цвета. При сварочном токе до 100 ампер применяется светофильтр С-5, 200 ампер — С-6. Наружная поверхность светофильтра защищается от брызг металла обычным прозрачным стеклом, запас которого у сварщика обычно имеется. 4. Инструмент. Для освобождения сварного шва от покрывающего его шлака используют слесарное зубило с приваренной ручкой, молоток, клещи, струбцины. 5. Рабочее место. Сварка малогабаритных деталей ведется на столе, покрытом чаще всего алюминиевым листом, от которого брызги металла очищаются легче. Для крупных сборок необходима площадка большей площади с максимально возможной плоскостностью (например, выровненной по уровню), так как изделие, кроме естественного коробления, вызванного сваркой, повторит неровность площадки. Рихтовку изделия в процессе сварки производят по результатам прилегания к площадке, которая в данном случае является контрольным инструментом. 6. Слесарные работы, предшествующие сварочным. В основном это заготовительные операции: разметка и разрезка. Для разметки используют рулетку со стальным полотном, металлический угольник. Разметка и разрезка материала должны вестись с точностью ±2 мм. Разрезку, в том числе и вырезку косынок из листа, Рекомендуемые электроды Рекомендуемые электроды
85 |








