Сделай Сам (Огонек) 2000-06, страница 22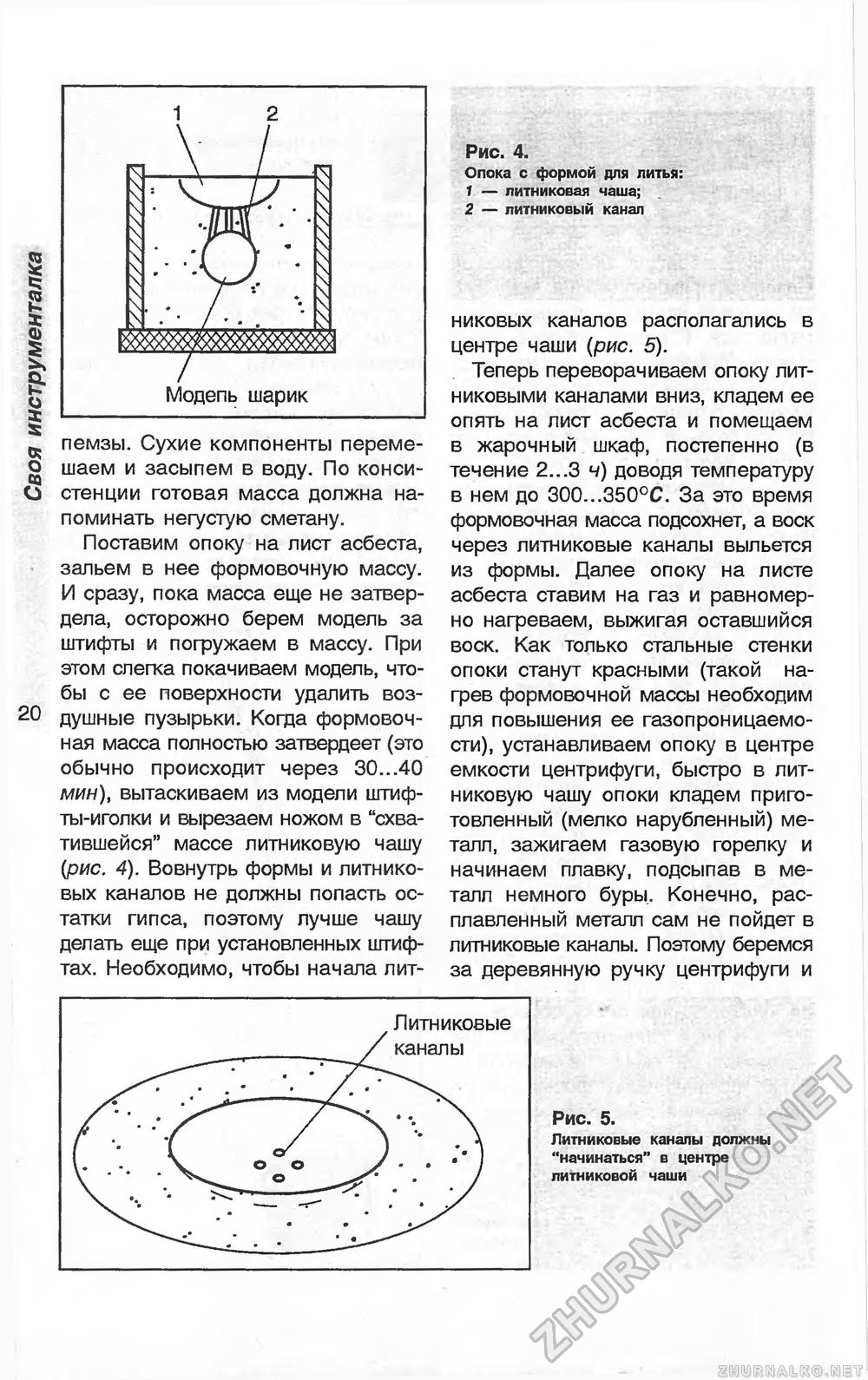
Рис. 4. Опока с формой для литья: 1 — литниковая чаша; 2 — литниковый канал пемзы. Сухие компоненты перемешаем и засыпем в воду. По консистенции готовая масса должна напоминать негустую сметану. Поставим опоку на лист асбеста, зальем в нее формовочную массу. И сразу, пока масса еще не затвердела, осторожно берем модель за штифты и погружаем в массу. При этом слегка покачиваем модель, чтобы с ее поверхности удалить воздушные пузырьки. Когда формовочная масса полностью затвердеет (это обычно происходит через 30...40 мин), вытаскиваем из модели штифты-иголки и вырезаем ножом в "схватившейся" массе литниковую чашу (рис. 4). Вовнутрь формы и литниковых каналов не должны попасть остатки гипса, поэтому лучше чашу делать еще при установленных штифтах. Необходимо, чтобы начала лит никовых каналов располагались в центре чаши (рис. 5). Теперь переворачиваем опоку литниковыми каналами вниз, кладем ее опять на лист асбеста и помещаем в жарочный шкаф, постепенно (в течение 2...3 ч) доводя температуру в нем до 300...350°С. За это время формовочная масса подсохнет, а воск через литниковые каналы выльется из формы. Далее опоку на листе асбеста ставим на газ и равномерно нагреваем, выжигая оставшийся воск. Как только стальные стенки опоки станут красными (такой нагрев формовочной массы необходим для повышения ее газопроницаемости), устанавливаем опоку в центре емкости центрифуги, быстро в литниковую чашу опоки кладем приготовленный (мелко нарубленный) металл, зажигаем газовую горелку и начинаем плавку, подсыпав в металл немного буры. Конечно, расплавленный металл сам не пойдет в литниковые каналы. Поэтому беремся за деревянную ручку центрифуги и Рис. 5. Литниковые каналы должны "начинаться" в центре литниковой чаши |








