Сделай Сам (Огонек) 2003-04, страница 41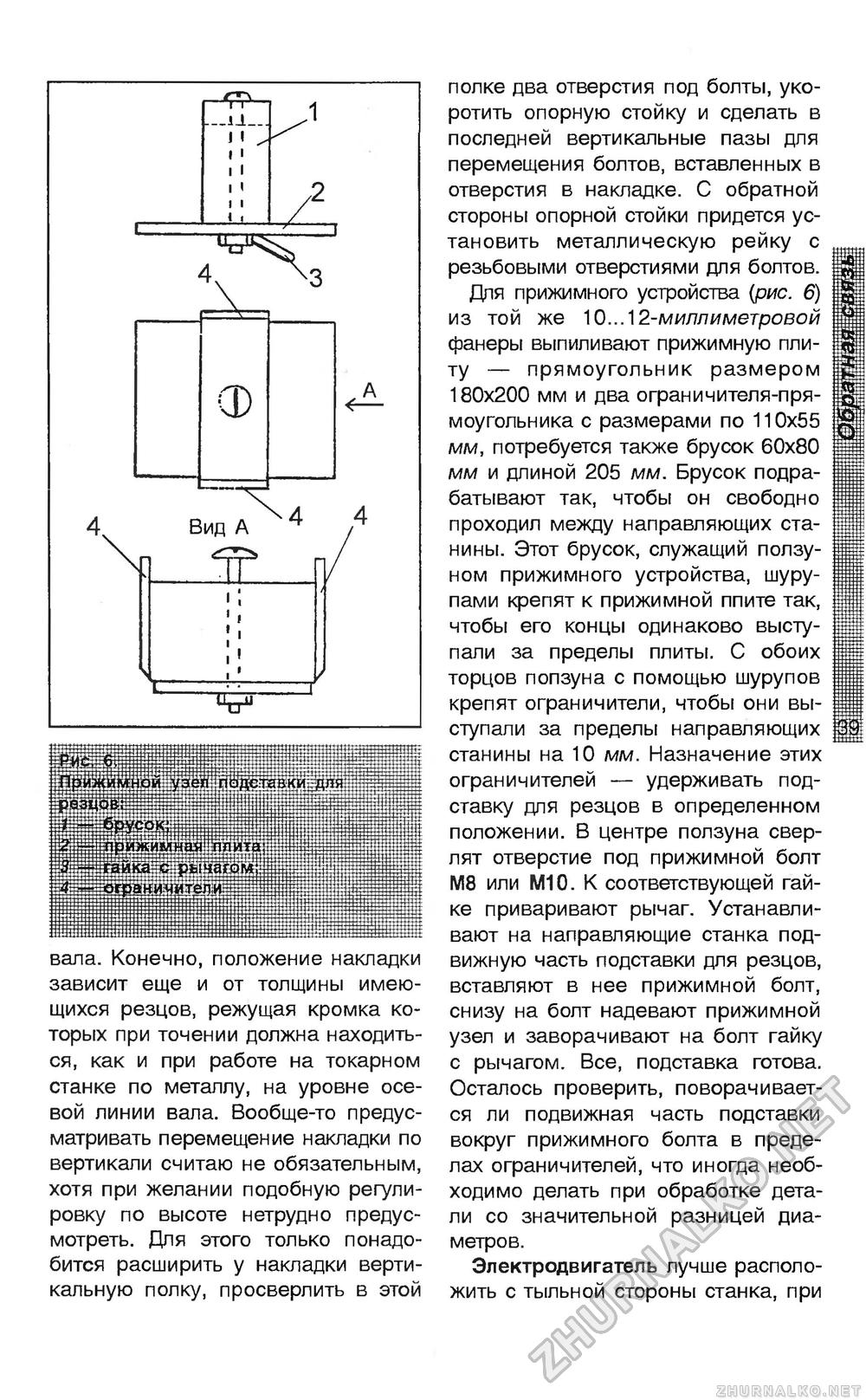
вала. Конечно, положение накладки зависит еще и от толщины имеющихся резцов, режущая кромка которых при точении должна находиться, как и при работе на токарном станке по металлу, на уровне осевой линии вала. Вообще-то предусматривать перемещение накладки по вертикали считаю не обязательным, хотя при желании подобную регулировку по высоте нетрудно предусмотреть. Для этого только понадобится расширить у накладки вертикальную полку, просверлить в этой полке два отверстия под болты, укоротить опорную стойку и сделать в последней вертикальные пазы для перемещения болтов, вставленных в отверстия в накладке. С обратной стороны опорной стойки придется установить металлическую рейку с резьбовыми отверстиями для болтов. Для прижимного устройства (рис. 6) из той же \0..А2-миллиметровой фанеры выпиливают прижимную плиту — прямоугольник размером 180x200 мм и два ограничителя-прямоугольника с размерами по 110x55 мм, потребуется также брусок 60x80 мм и длиной 205 мм. Брусок подрабатывают так, чтобы он свободно проходил между направляющих станины. Этот брусок, служащий ползуном прижимного устройства, шурупами крепят к прижимной ппите так, чтобы его концы одинаково выступали за пределы плиты. С обоих торцов ползуна с помощью шурупов крепят ограничители, чтобы они выступали за пределы направляющих станины на 10 мм. Назначение этих ограничителей — удерживать подставку для резцов в определенном положении. В центре ползуна сверлят отверстие под прижимной болт М8 или М10. К соответствующей гайке приваривают рычаг. Устанавливают на направляющие станка подвижную часть подставки для резцов, вставляют в нее прижимной болт, снизу на болт надевают прижимной узел и заворачивают на болт гайку с рычагом. Все, подставка готова. Осталось проверить, поворачивается ли подвижная часть подставки вокруг прижимного болта в пределах ограничителей, что иногда необходимо делать при обработке детали со значительной разницей диаметров. Электродвигатель лучше расположить с тыльной стороны станка, при |








