Техника - молодёжи 1934-05, страница 18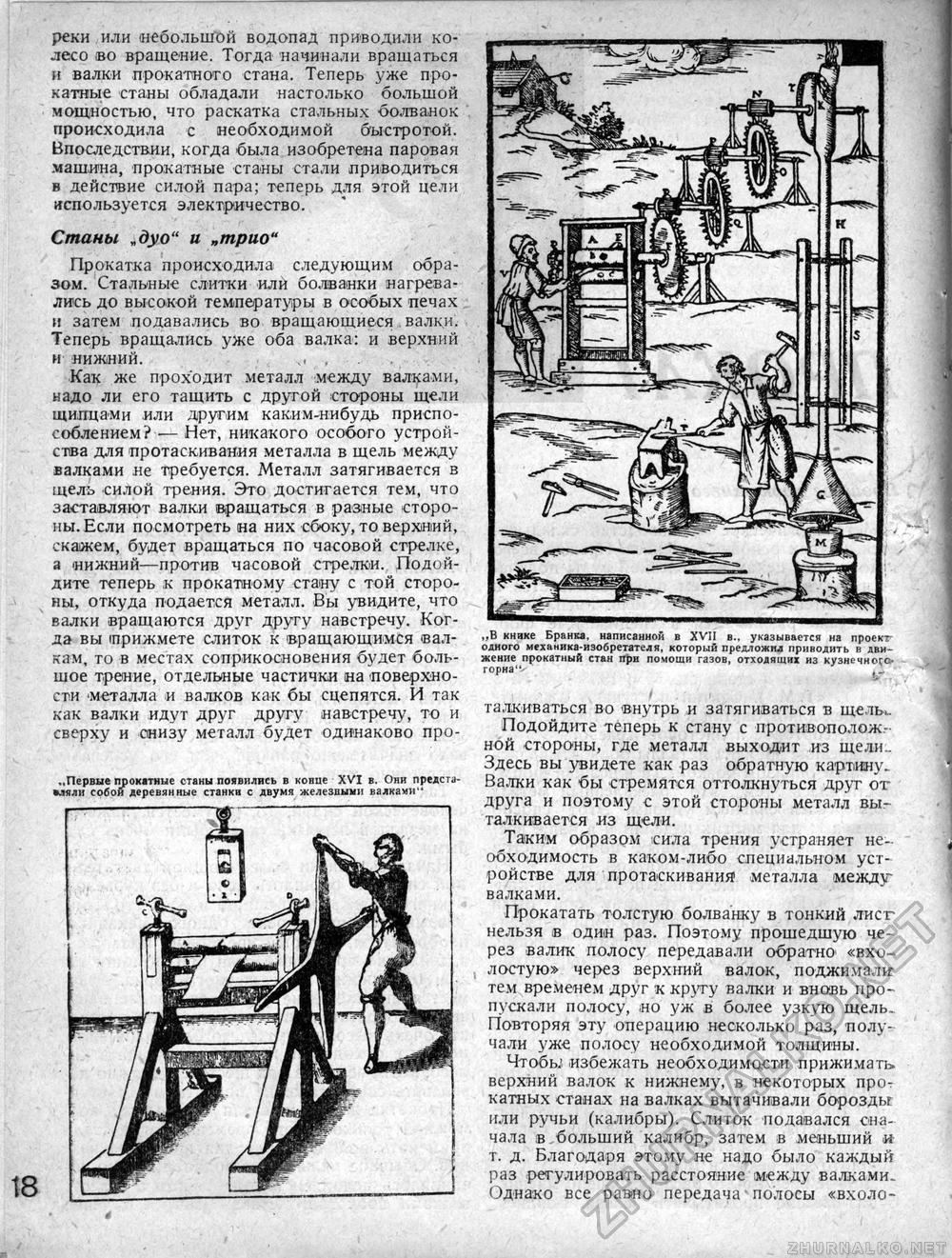
реки или небольшой водопад приводили колесо во вращение. Тогда начинали вращаться и валки прокатного стана. Теперь уже прокатные станы обладали настолько большой мощностью, что раскатка стальных болванок происходила с необходимой быстротой. Впоследствии, когда была изобретена паровая машина, прокатные станы стали приводиться в действие силой пара; теперь для этой цели используется электричество. Станы „дуо" и „трио" Прокатка происходила следующим образом. Стальные слитки или болванки нагревались до высокой температуры в особых печах и затем подавались во вращающиеся валки. Теперь вращались уже оба валка: и верхний и нижний. , Как же проходит металл между валками, надо ли его тащить с другой стороны щели щипцами или другим каким-нибудь приспособлением? — Нет, никакого особого устройства для протаскивания металла в щель между валками не требуется. Металл затягивается в щель силой трения. Это достигается тем, что заставляют валки вращаться в разные стороны. Если посмотреть на них сбоку, то верхний, скажем, будет вращаться по часовой стрелке, а нижний—против часовой стрелки. Подойдите теперь к прокатному стану с той стороны, откуда подается металл. Вы увидите, что валки вращаются друг другу навстречу. Когда вы прижмете слиток к вращающимся валкам, то в местах соприкосновения будет большое трение, отдельные частички на поверхности 'металла и валков как бы сцепятся. И так как валки идут друг другу навстречу, то и сверху и снизу металл будет одинаково про- „Первые прокатные станы появились в конце XVI в. Они представляли собой деревянные станки с двумя железными валками" талкиваться во внутрь и затягиваться в щельи Подойдите теперь к стану с противоположной стороны, где металл выходит из щели.. Здесь вы увидете как раз обратную картину. Валки как бы стремятся оттолкнуться друг от друга и поэтому с этой стороны металл выталкивается из щели. Таким образом сила трения устраняет необходимость в каком-либо специальном устройстве для протаскивания металла между валками. Прокатать толстую болванку в тонкий лист нельзя в один раз. Поэтому прошедшую через валик полосу передавали обратно1 «вхолостую» через верхний валок, поджимали тем временем друг к кругу валки и вновь пропускали полосу, но уж в более узкую щель. Повторяя эту операцию несколько раз, получали уже полосу необходимой толщины. Чтобы избежать необходимости прижимать верхний валок к нижнему, в некоторых прокатных станах на валках вытачивали борозды или ручьи (калибры). Слиток подавался сначала в больший калибр, затем в меньший и т. д. Благодаря этому не надо было каждый раз регулировать расстояние между валками-Однако все равно передача полосы «вхоло ,,В книке Бранка, написанной в XVII в., указывается на проект-одного механика-изобретателя, который предложил приводить в движение прокатный стан при помощи газов, отходящих из кузнечного-горна".' |








