Техника - молодёжи 1934-05, страница 19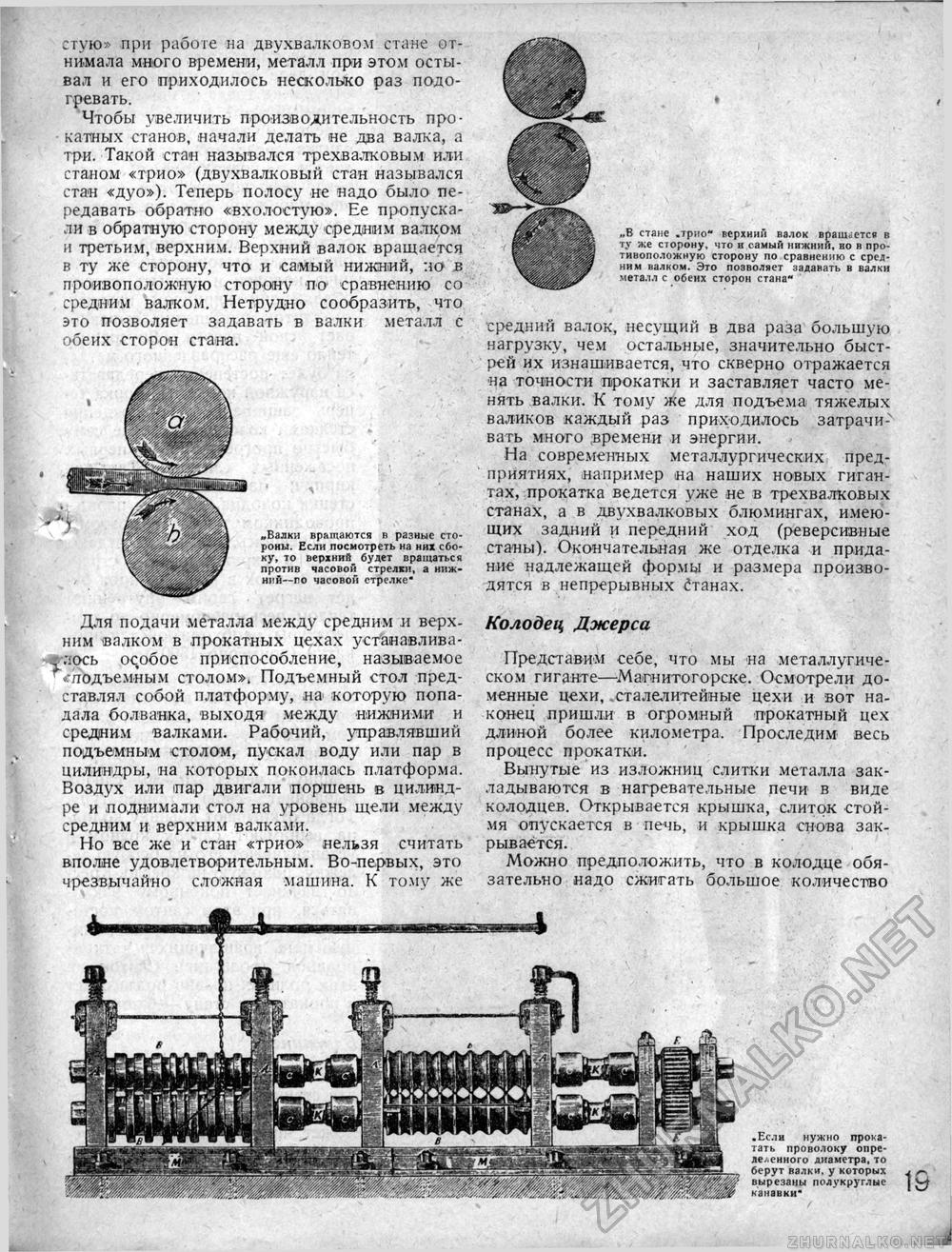
Для подачи металла между средним и верхним валком в прокатных цехах устанавливалось особое приспособление, называемое ^ «.-подъемным столом», Подъемный стол представлял собой платформу, на< которую попадала болванка, выходя между нижними и средним валками. Рабочий, управлявший подъемным столом, пускал воду или пар в цилиндры, на которых покоилась платформа. Воздух или пар двигали поршень в цилиндре и поднимали стол на уровень щели между средним и верхним валками. Но все же и стан «трио» нельзя считать вполне удовлетворительным. Во-первых, это чрезвычайно сложная машина. К тому же Колодец Джерса Представим себе, что мы на металлугиче-ском гиганте—Магнитогорске. Осмотрели доменные цехи, .сталелитейные цехи и вот наконец пришли в огромный прокатный цех длиной более километра. Проследим весь процесс прокатки. Вынутые из изложниц слитки металла закладываются в нагревательные печи в виде колодцев. Открывается крышка, слиток стоймя опускается в печь, и крышка снова закрывается. Можно предположить, что в колодце обязательно надо сжигать большое количество • Если нужно прокатать проволоку определенного диаметра, то берут валки, у которых вырезаны полукруглые канавки* стую» при работе на двухвалковом стане отнимала много времени, металл при этом остывал и его приходилось несколько раз подогревать. Чтобы увеличить производительность прокатных станов, начали делать не два валка, а три. Такой стан назывался трехвалковым или станом «трио» (двухвалковый стан назывался стан «дуо»). Теперь полосу не надо было передавать обратно «вхолостую». Ее пропускали в обратную сторону между средним валком и третьим, верхним. Верхний валок вращается в ту же сторону, что и самый нижний, но в проивоположную сторону по сравнению со средним валком. Нетрудно сообразить, что это позволяет задавать в валки металл с обеих сторон стана. „Балки вращаются в разные стороны. Если посмотреть на них сбоку, то верхний будет вращаться против часовой стрел*», а нижний—по часовой стрелке" средний валок, несущий в два раза большую нагрузку, чем остальные, значительно быстрей их изнашивается, что скверно отражается на точности прокатки и заставляет часто менять валки. К тому же для подъема тяжелых валиков каждый раз приходилось затрачивать много времени и энергии. На современных металлургических предприятиях, например на наших новых гигантах, прокатка ведется уже не в трехвалковых станах, а в двухвалковых блюмингах, имеющих задний и передний ход (реверсивные станы). Окончательная же отделка и придание надлежащей формы и размера производятся в непрерывных ётанах. „В стане .трио" верхний валок вращается в ту же сторону, что и самый нижний, во в противоположную сторону по сравнению с средним валком. Это позволяет задавать в валки металл с обеих сторон стана" |








