Техника - молодёжи 1934-10, страница 6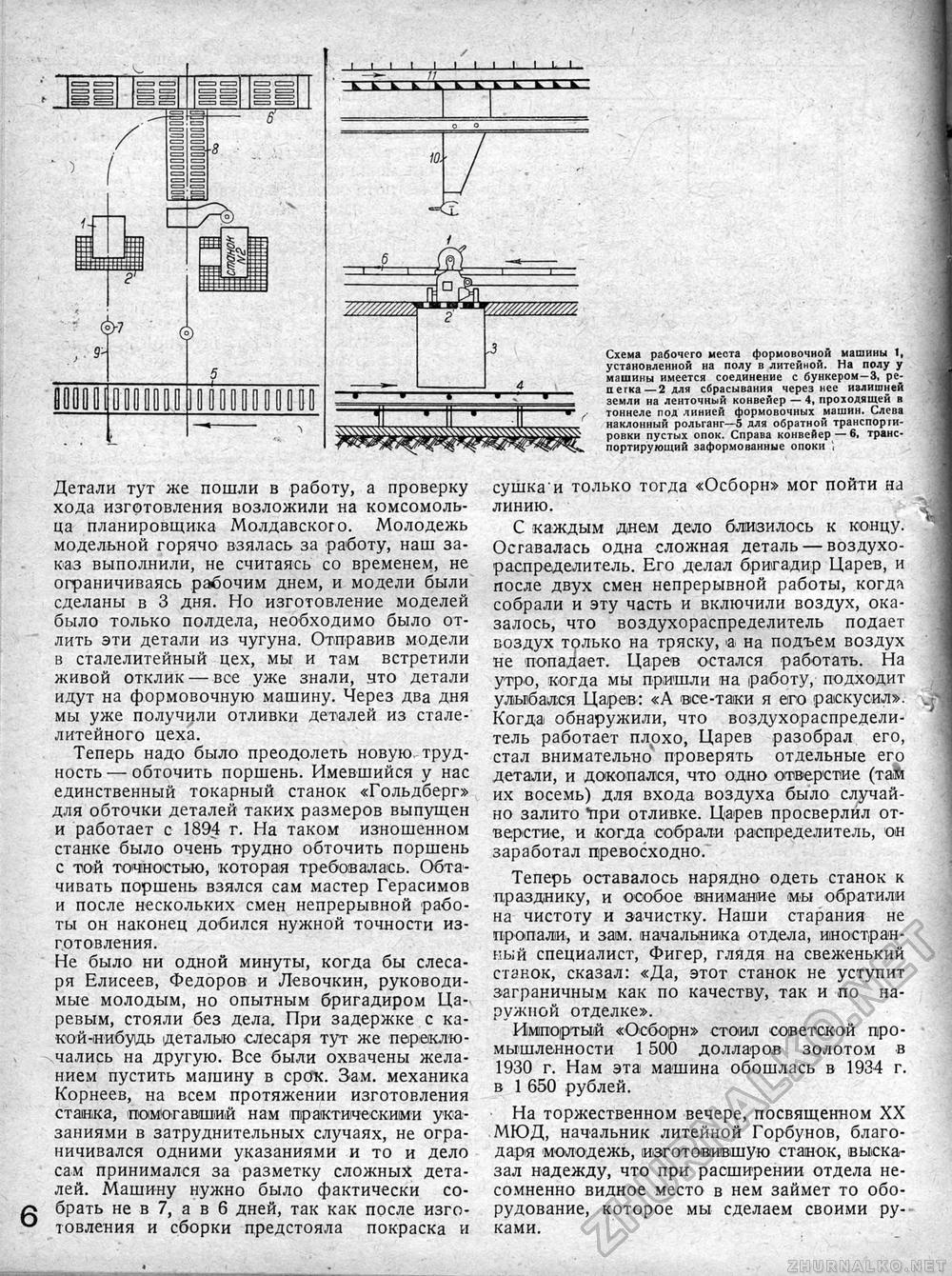
^ШЯШ^'ШММ^ШШ4&С1 Схема рабочего места формовочной машины 1, установленной на полу в литейной. На полу у машины имеется соединение с бункером—3, ре-аегка—2 для сбрасывания через нее излишней земли на ленточный конвейер — 4, проходящей в тоннеле под линией формовочных машин. Слева наклонный рольганг—5 для обратной транспортировки пустых опок. Справа конвейер — 6, транспортирующий заформованные опоки \ 6 Детали тут же пошли в работу, а проверку хода изготовления возложили на комсомольца планировщика Молдавского. Молодежь модельной горячо взялась за работу, наш заказ выполнили, не считаясь со временем, не ограничиваясь рабочим днем, и модели были сделаны в 3 дня. Но изготовление моделей было только полдела, необходимо было отлить эти детали из чугуна. Отправив модели в сталелитейный цех, мы и там встретили живой отклик — все уже знали, что детали идут на формовочную машину. Через два дня мы уже получили отливки деталей из сталелитейного цеха. Теперь надо было преодолеть новую трудность — обточить поршень. Имевшийся у нас единственный токарный станок «Гольдберг» для обточки деталей таких размеров выпущен и работает с 1894 г. На таком изношенном станке было очень трудно обточить поршень с той точностью, которая требовалась. Обтачивать поршень взялся сам мастер Герасимов и после нескольких смен непрерывной работы он наконец добился нужной точности изготовления. Не было ни одной минуты, когда бы слесаря Елисеев, Федоров и Левочкин, руководимые молодым, но опытным бригадиром Царевым, стояли без дела. При задержке с какой-нибудь деталью слесаря тут же переключались на другую. Все были охвачены желанием пустить машину в срок. Зам. механика Корнеев, на всем протяжении изготовления станка, помогавший нам практическими указаниями в затруднительных случаях, не ограничивался одними указаниями и то и дело сам принимался за разметку сложных деталей. Машину нужно было фактически собрать не в 7, а в 6 дней, так как после изготовления и сборки предстояла покраска и сушка и только тогда «Осборн» мог пойти на линию. С каждым днем дело близилось к концу. Осгавалась одна сложная деталь — воздухораспределитель. Его делал бригадир Царев, и после двух смен непрерывной работы, когда собрали и эту часть и включили воздух, оказалось, что воздухораспределитель подает воздух тадько на тряску, >а на подъем воздух не попадает. Царев остался работать. На утро, когда мы пришли на работу, подходит улыбался Царев: «А все-таки я его раскусил». Когда обнаружили, что воздухораспределитель работает плохо, Царев разобрал его, стал внимательно проверять отдельные его детали, и докопался, что одно отверстие (тай их восемь) для входа воздуха было случайно залито Ъри отливке. Царев просверлил отверстие, и когда собрали распределитель, он заработал превосходно. Теперь оставалось нарядно одеть станок к празднику, и особое внимание мы обратили на чистоту и зачистку. Наши старания не пропали, и зам. начальника отдела, иностранный специалист, Фигер, глядя на свеженький станок, сказал: «Да, этот станок не уступит заграничным как по качеству, так и по наружной отделке». Импорт ый «Осборн» стоил советской промышленности 1 500 долларов золотом в 1930 г. Нам эта машина обошлась в 1934 г. в 1 650 рублей. На торжественном вечере, посвященном XX МЮД, начальник литейной Горбунов, благодаря молодежь, изготовившую станок, высказал надежду, что при расширении отдела несомненно видное место в нем займет то оборудование, которое мы сделаем своими руками. |
|||||||||||||||||||||||||||||||||||||








