Техника - молодёжи 1938-03, страница 34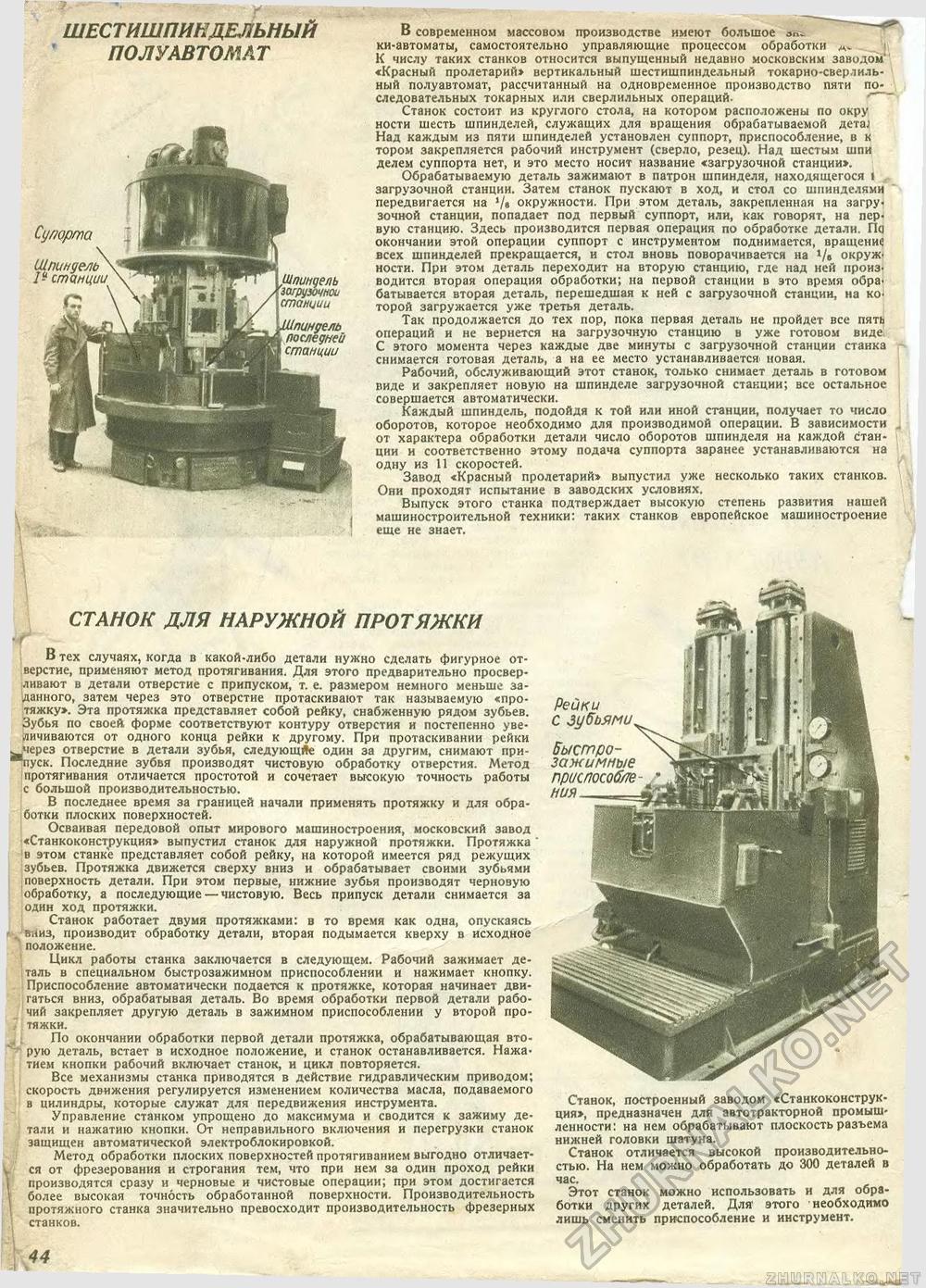
В тех случаях, когда в какой-либо детали нужно сделать фигурное отверстие, применяют метод протягивания, Для этого предварительно просверливают в детали отверстие с припуском, т. е. размером немного меньше заданного, затем через это отверстие протаскивают так называемую «протяжку». Эта протяжка представляет собой рейку, снабженную рядом зубьев. Зубья по своей форме соответствуют контуру отверстия и постепенно увеличиваются от одного конца рейки к другому. При протаскивании рейки ^через отверстие в детали зубья, следующЯе один за другим, снимают при-^пуск. Последние зубвя производят чистовую обработку отверстия. Метод протягивания отличается простотой и сочетает высокую точность работы с большой производительностью. В последнее время за границей начали применять протяжку и для обработки плоских поверхностей. Осваивая передовой опыт мирового машиностроения, московский завод «Станкоконструкция» выпустил станок для наружной протяжки. Протяжка в этом станке представляет собой рейку, на которой имеется ряд режущих зубьев. Протяжка движется сверху вниз и обрабатывает своими зубьями поверхность детали. При этом первые, нижние зубья производят черновую обработку, а последующие —чистовую. Весь припуск детали снимается за один ход протяжки. Станок работает двумя протяжками: в то время как одна, опускаясь производит обработку детали, вторая подымается кверху в исходное Цикл работы станка заключается в следующем. Рабочий зажимает деятель в специальном быстрозажимном приспособлении и нажимает кнопку. Приспособление автоматически подается к протяжке, которая начинает двигаться вниз, обрабатывая деталь. Во время обработки первой детали рабочий закрепляет другую деталь в зажимном приспособлении у второй про-1 тяжки. I До окончании обработки первой детали протяжка, обрабатывающая вто-* рую деталь, встает в исходное положение, и станок останавливается. Нажатием кнопки рабочий включает станок, и цикл повторяется, j Все механизмы станка приводятся в действие гидравлическим приводом; ! скорость движения регулируется изменением количества масла, подаваемого в цилиндры, которые служат для передвижения инструмента. Управление станком упрощено до максимума и сводится к зажиму детали и нажатию кнопки. От неправильного включения и перегрузки станок защищен автоматической электроблокировкой. Метод обработки плоских поверхностей протягиванием выгодно отличается от фрезерования и строгания тем, что при нем за один проход рейки производятся сразу и черновые и чистовые операции; при этом достигается более высокая точность обработанной поверхности. Производительность протяжного станка значительно превосходит производительность фрезерных станков. •>4 В современном массовом производстве имеют большое инь ки-автоматы, самостоятельно управляющие процессом обработки а- - .. К числу таких станков относится выпущенный недавно московским заводом'1 «Красный пролетарий» вертикальный шестищпиндельный токарно-сверлиль-ный полуавтомат, рассчитанный на одновременное производство пяти последовательных токарных или сверлильных операций- Станок состоит из круглого стола, на котором расположены по окру ности шесть шпинделей, служащих для вращения обрабатываемой детал Над каждым из пяти шпинделей установлен суппорт, приспособление, в к тором закрепляется рабочий инструмент (сверло, резец). Над шестым шпи делем суппорта нет, и это место носит название «загрузочной станции». Обрабатываемую деталь зажимают в патрон шпинделя, находящегося i загрузочной станции. Затем станок пускают в ход, и стол со шпинделями передвигается на '/» окружности. При этом деталь, закрепленная на загрузочной станции, попадает под первый суппорт, или, как говорят, на первую станцию. Здесь производится первая операция по обработке детали. Па окончании этой операции суппорт с инструментом поднимается, вращение всех шпинделей прекращается, и стол вновь поворачивается на */» окружности. При этом деталь переходит на вторую станцию, где над ней производится вторая операция обработки; на первой станции в это время обрабатывается вторая деталь, перешедшая к ней с загрузочной станции, на которой загружается уже третья деталь. Так продолжается до тех пор, пока первая деталь не пройдет все пять операций и не вернется на загрузочную станцию в уже готовом виде. С этого момента через каждые две минуты с загрузочной станции станка снимается готовая деталь, а на ее место устанавливается- новая. Рабочий, обслуживающий этот станок, только снимает деталь в готовом виде и закрепляет новую на шпинделе загрузочной станции; все остальное совершается автоматически. Каждый шпиндель, подойдя к той или иной станции, получает то число оборотов, которое необходимо для производимой операции. В зависимости от характера обработки детали число оборотов шпинделя на каждой станции и соответственно этому подача суппорта заранее устанавливаются на одну из 11 скоростей. Завод «Красный пролетарий» выпустил уже несколько таких станков. Они проходят испытание в заводских условиях. Выпуск этого станка подтверждает высокую степень развития нашей машиностроительной техники: таких станков европейское машиностроение еще не знает. станок для наружной протяжки Станок, построенный заводом «Станкоконструкция», предназначен для автотракторной промышленности: на нем обрабатывают плоскость разъема нижней головки шатуна. Станок отличается высокой производительностью. На нем можно обработать до 300 деталей в час. Этот станок можно использовать и для обработки других деталей. Для этого необходимо лишь сменить приспособление и инструмент. шестишпиидельный полуавтомат |








