Техника - молодёжи 1938-10, страница 24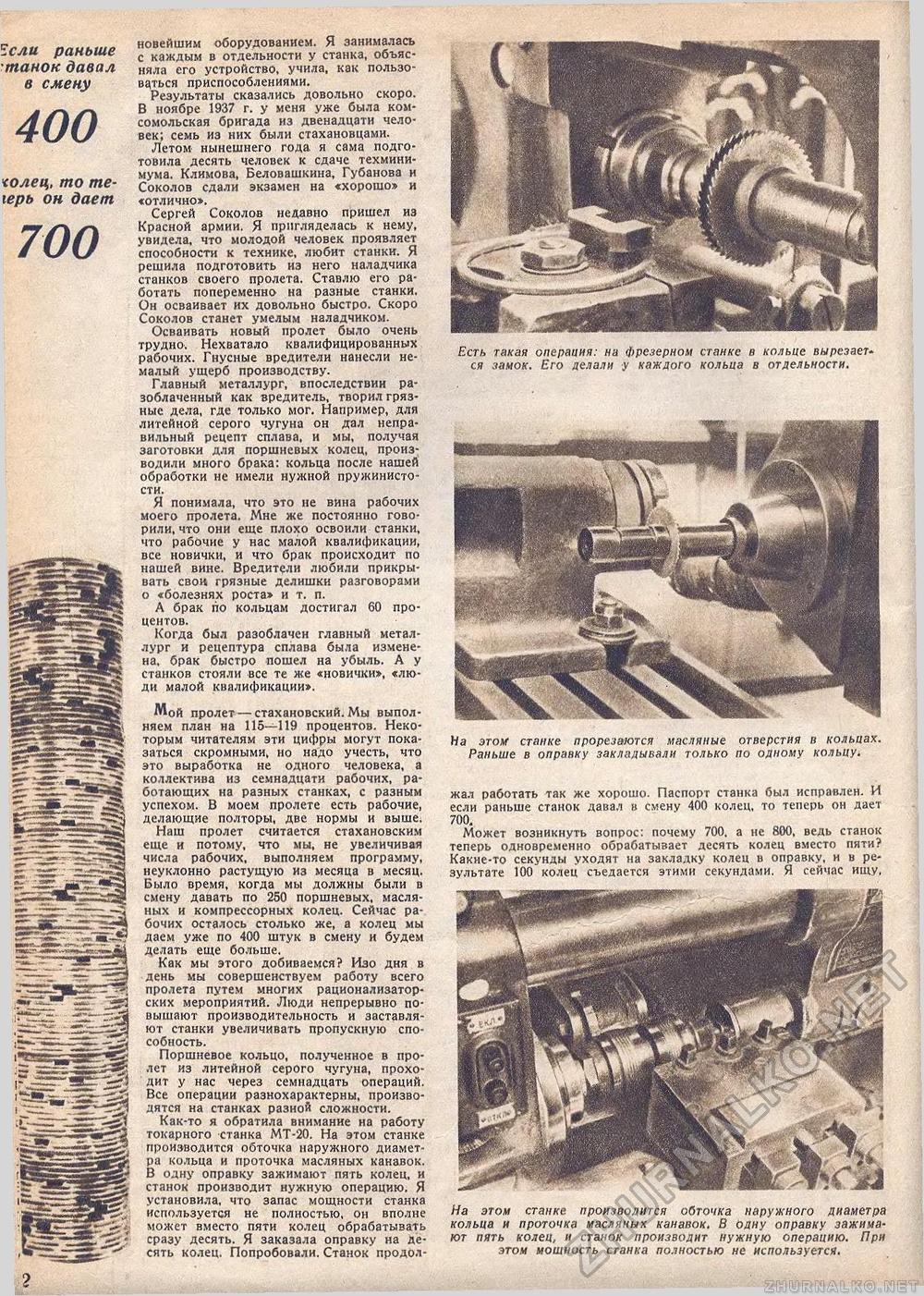
новейшим оборудованием. Я занималась с каждым в отдельности у станка, объясняла его устройство, учила, как пользоваться приспособлениями. Результаты сказались довольно скоро. В ноябре 1937 г. у меня уже была комсомольская бригада из двенадцати человек; семь из них были стахановцами. Летом нынешнего года, я сама подготовила десять человек к сдаче техминимума. Климова, Беловашкина, Губанова и Соколов сдали экзамен на «хорошо» и «отлично». Сергей Соколов недавно пришел из Красной армии. Я пригляделась к нему, увидела, что молодой человек проявляет способности к технике, любит станки. Я решила подготовить из него наладчика станков своего пролета. Ставлю его работать попеременно на разные станки. Он осваивает их довольно быстро. Скоро Соколов станет умелым наладчиком. Осваивать новый пролет было очень трудно'. Нехватало квалифицированных рабочих. Гнусные вредители нанесли немалый ущерб производству. Главный металлург, впоследствии разоблаченный как вредитель, творил грязные дела, где только мог. Например, для литейной серого чугуна он дал неправильный рецепт сплава, и мы, получая заготовки для поршневых колец, произ-; водили много брака: кольца после нашей' обработки не имели нужной пружинисто- Я понимала, что это не вина рабочих моего пролета. Мне же постоянно говорили, что они еще плохо освоили станки, что рабочие у нас малой квалификации, все новички, и что брак происходит по нашей вине. Вредители любили прикрывать свои грязные делишки разговорами о «болезнях роста» и т. п. А брак по кольцам достигал 60 процентов. Когда был разоблачен главный металлург и рецептура сплава была изменена, брак быстро пошел на убыль. А у станков стояли все те же «новички», «люди малой квалификации». Мой пролет — стахановский. Мы выполняем план на 116—119 процентов. Некоторым читателям эти цифры могут показаться скромными, но надо учесть, что это выработка не одного человека, а коллектива из семнадцати рабочих, работающих на разных станках, с разным успехом. В моем пролете есть рабочие, делающие полторы, две нормы и выше; Наш пролет считается стахановским еще и потому, что мы, не увеличивая числа рабочих, выполняем программу, неуклонно растущую из месяца в месяц. Было время, когда мы должны были в смену давать по 250 поршневых, масляных и компрессорных колец. Сейчас рабочих осталось столько же, а колец мы даем уже по 400 штук в смену и будем делать еще больше. Как мы этого добиваемся? Изо дня в день мы совершенствуем работу всего пролета путем многих рационализаторских мероприятий. Люди непрерывно по вышают производительность ют станки увеличивать пропускную собность. Поршневое кольцо, полученное в про лет из литейной, серого чугуна, прохо дит у нас через семнадцать операций Все операции разнохарактерны, произво дятся на станках разной сложности. Как-то я обратила внимание на работу токарного станка МТ-20. На этом станке производится обточка наружного диаметра кольца и проточка масляных канавок. В одну оправку зажимают пять колец, и станок производит нужную операцию. Я установила, что запас мощности станка используется не полностью, он вполне может вместо пяти колеЦ обрабатывать сразу десять. Я заказала оправку на десять колец. Попробовали. Станок продол жал работать так же хорошо. Паспорт станка был исправлен. И если раньше станок давал и Смену 400 колец, то теперь он дает 700, Может возникнуть вопрос: почему 700, а не 800, ведь станок теперь одновременно обрабатывает десять колец вместо пяти? Какие-то секунды уходят на закладку колец в оправку, и в результате 100 колец съедается этими секундами. Я сейчас ищу, На этом станке производится обточка наружного диаметра кольца и проточка масляных канавок. 8 Ьдну оправку зажимают пять колец, и станок производит нужную операцию. При этом мощность станка полностью не используется. |








