Техника - молодёжи 1942-03-04, страница 31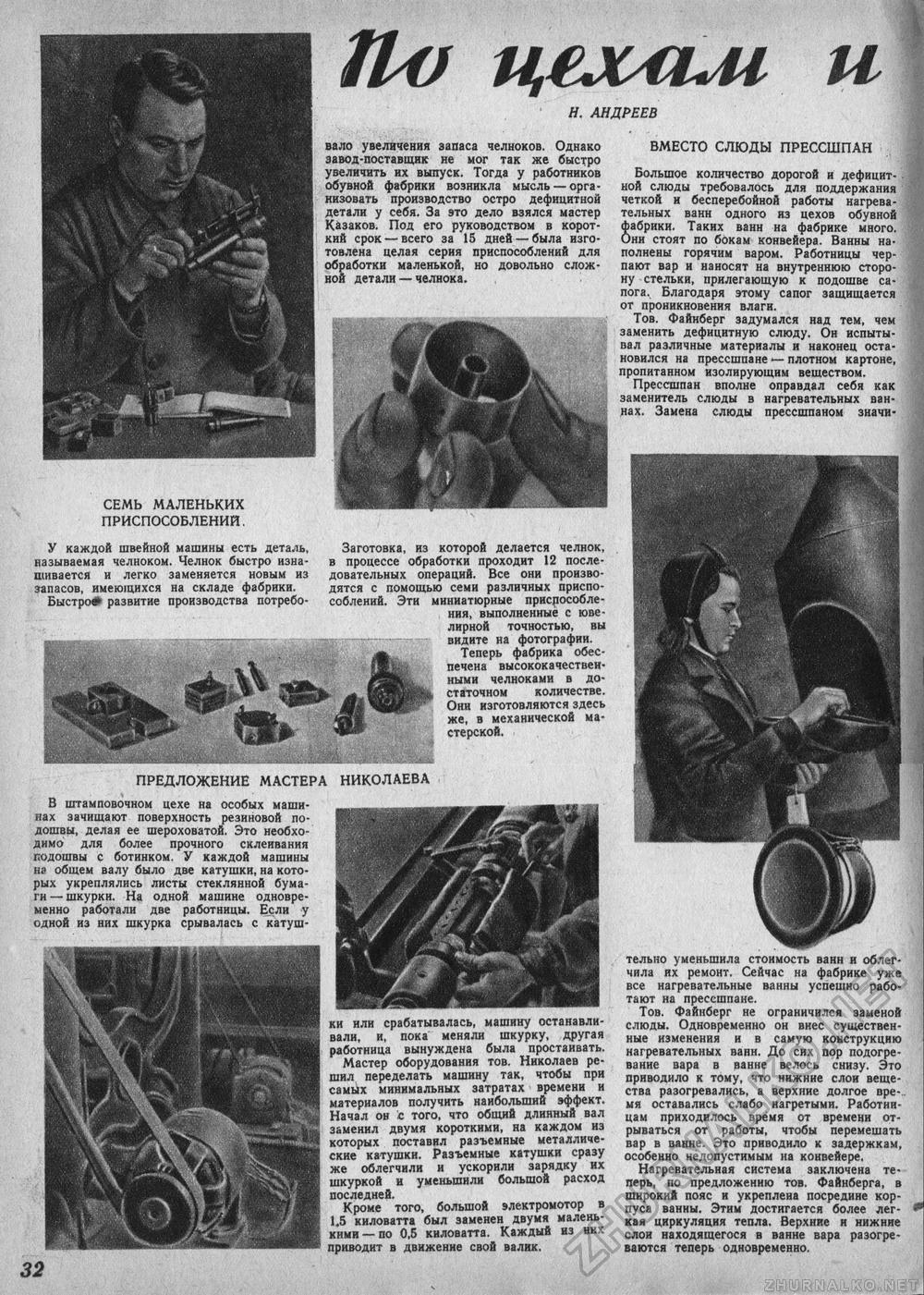
По цехам и И. АНДРЕЕВ вало увеличения запаса челноков. Однако завод-поставщик не мог так же быстро увеличить их выпуск. Тогда у работников обувной фабрики возникла мысль —организовать производство остро дефицитной детали у себя. За это дело взялся мастер Казаков. Под его руководством в короткий срок —всего за 15 дней—была изготовлена целая серия приспособлений для обработки маленькой, но довольно сложной детали — челнока. ВМЕСТО СЛЮДЫ ПРЕССШПАН Большое количество дорогой и дефицитной слюды требовалось для поддержания четкой и бесперебойной работы нагревательных ванн одного из цехов обувной фабрики. Таких ванн на фабрике много. Они стоят по бокам конвейера. Ванны наполнены горячим варом. Работницы черпают вар и наносят на внутреннюю сторону стельки, прилегающую к подошве сапога. Благодаря этому сапог защищается от проникновения влаги. Тов. ФаЙнберг задумался над тем, чем заменить дефицитную слюду. Он испытывал различные материалы и наконец остановился на прессшпане — плотном картоне, пропитанном изолирующим веществом. Прессшпан вполне оправдал себя как заменитель слюды в нагревательных ваннах. Замена слюды прессшпаном значи- ки или срабатывалась, машину останавливали, и, пока меняли шкурку, другая работница вынуждена была простаивать. Мастер оборудования тов. Николаев решил переделать машину так, чтобы при самых минимальных затратах времени и материалов получить наибольший эффект. Начал он с того, что общий длинный вал заменил двумя короткими, на каждом из которых поставил разъемные металлические катушки. Разъемные катушки сразу же облегчили и ускорили зарядку их шкуркой и уменьшили большой расход последней. Кроме того, большой электромотор в 1.5 киловатта был заменен двумя маленькими—по 0,5 киловатта. Каждый из них приводит в движение свой валик. тельно уменьшила стоимость ванн и облегчила их ремонт. Сейчас на фабрике уже все нагревательные ванны успешно работают на прессшпане. Тов. Файнберг не ограничился заменой слюды. Одновременно он внес существенные изменения и в самую конструкцию нагревательных ванн. До сих пор подогревание вара в ванне велось снизу. Это приводило к тому, что нижние слои вещества разогревались, а верхние долгое время оставались слабо нагретыми. Работницам приходилось время от времени отрываться от работы, чтобы перемешать вар в ванне. Это приводило к задержкам, особенно недопустимым на конвейере, Нагревательная система заключена теперь, по предложению тов. Файнберга, в широкий пояс и укреплена посредине корпуса ванны. Этим достигается более легкая циркуляция тепла. Верхние и нижние слои находящегося в ванне вара разогреваются теперь одновременно. СЕМЬ МАЛЕНЬКИХ ПРИСПОСОБЛЕНИЙ. У каждой швейной машины есть деталь, называемая челноком. Челнок быстро изнашивается и легко заменяется новым из запасов, имеющихся на складе фабрики. Быстро# развитие производства потребо Заготовка, из которой делается челнок, в процессе обработки проходит 12 последовательных операций. Все они производятся с помощью семи различных приспособлений. Эти миниатюрные приспособления, выполненные с ювелирной точностью, вы видите на фотографии. Теперь фабрика обеспечена высококачественными челноками в достаточном количестве. Они изготовляются здесь же, в механической мастерской. ПРЕДЛОЖЕНИЕ МАСТЕРА НИКОЛАЕВА В дошвы, димо для подошвы с на общем валу рых гн — менно одной |








