Техника - молодёжи 1948-11, страница 5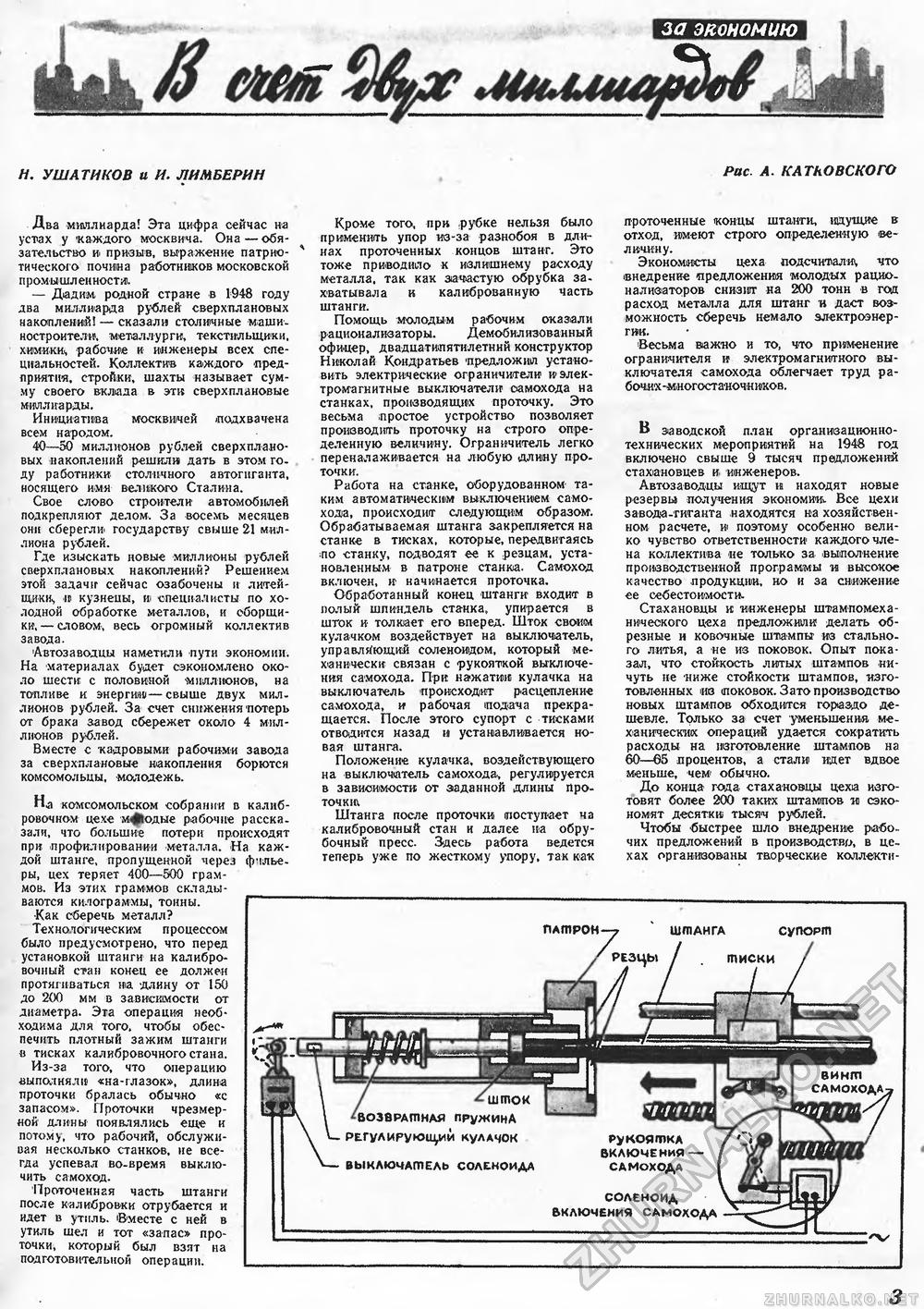
I . иидд //. УШАТИКОВ и И. ЛИМБЕРИН Рас. Л. KitrAOBCtfOrO Два миллиарда! Эта цифра сейчас на у с pax у -каждого москвича. Она — обязательство и призыв, выражение патриотического почина работников московской пром ы шл еиности. — Дадим родной стране в 1948 году два миллиарда рублей сверхплановых накоплений! — сказали столичные машиностроителе металлурги, текстильщики, химики, рабочие к инженеры всех специальностей. Коллектив каждого предприятия, стройки, шахты называет сумму своего вклада в эти сверхплановые миллиарды. Инициатива москвичей ^подхвачена всем народом. 40—50 миллионов рублей сверхплановых накоплений решили дать в этом го. ду работники столичного автогиганта, носящего имя великого Сталина. Свое слово строители автомобилей подкрепляют делом. За восемь месяцев они сберегли государству свыше 21 миллиона рублей. Где изыскать новые миллионы рублей сверхплановых накоплений? Решением этой задачи сейчас озабочены и литейщики, -и кузнецы, и специалисты по холодной обработке металлов, и сборщики.— словом, весь огромный коллектив завода. 'Автозаводцы наметили пути экономии. На материалах будет сэкономлено около шести с половиной -миллионов, на топливе и энергии—свыше двух миллионов рублей. За счет снижения потерь от брака завод сбережет около 4 миллионов рублей. Вместе с кадровыми рабочими завода за сверхплановые накопления борются комсомольцы, молодежь. Ид комсомольском собрании в калибровочном цехе мфодые рабочие рассказали, что большие потери происходят при «профилировании металла. -Ha каждой штанге, пропущенной через фильеры, цех теряет 400—500 граммов. Из этих граммов складываются килограммы, тонны. Как сберечь металл? Технологическим процессом было предусмотрено, что перед установкой штанги на калибровочный стан конец ее должен протягиваться на длину от 150 до 200 мм в зависимости от диаметра. Эта операция необ* ходима для того» чтобы обеспечить плотный зажим штанги в тисках калибровочного стана. Из-за того, что операцию выполняли «на-глазок», длина проточки бралась обычно «с запасом». Проточки чрезмерной длины появлялись еще и потому, что рабочий, обслуживая несколько станков, не всегда успевал во-время выключить самоход. Проточенная часть штанги после калибровки отрубается и идет в утиль, вместе с ней в утиль шел и тот «запас» проточки, который был взят иа подготовительной операции. Кроме того, при ,рубке нельзя было применить упор m-за разнобоя в длинах проточенных концов штанг. Это тоже приводило к излишнему расходу металла, так как зачастую обрубка захватывала и калиброванную часть штанги. Помощь молодым рабочим оказали рационализаторы. Демобил изованный офицер, двадцатипятилетний конструктор Николай Кондратьев 'предложил установить электрические ограничители и электромагнитные выключатели самохода на станках, производящих проточку. Это весьма простое устройство позволяет производить проточку на строго определенную величину. Ограничитель легко переналаживается на любую длину про-точки. Работа на станке, оборудованном- таким автоматическим выключением самохода, происходит следующим образом. Обрабатываемая штанга закрепляется на станке в тисках, которые, передвигаясь ;по станку, подводят ее к :резцам. установленным в патроне станка. Самоход включен, и начинается проточка. Обработанный конец штанги входит в полый шпиндель станка, упирается в шток и толкает его вперед. Шток своим кулачком воздействует на выключатель, управляющий соленоидом, который механически связан с рукояткой выключения самохода. При нажатии кулачка на выключатель происходит расцепление самохода, и рабочая шодача прекращается. После этого су порт с тисками отводится назад и устанавливается новая штанга. Положение кулачка, воздействующего на выключатель самохода, регулируется в зависимости от заданной длины проточки. Штанга после проточки (поступает ча калибровочный стан и далее на обрубочный пресс. Здесь работа ведется теперь уже по жесткому упору, так как проточенные концы штанги, ищущие в отход, имеют строго определенную величину. Эконом)ИСты цеха подсчитали, что внедрение предложения молодых рационализаторов снизит на 200 тонн в год расход металла для штанг и даст возможность сберечь немало электроэнергии. весьма важно и то, что применение ограничителя и электромагнитного выключателя самохода облегчает труд рабочих-многоста-ночниосов. В заводской план организационно-технических мероприятий на 1948 год включено свыше 9 тысяч предложений стахановцев и инженеров. Автозаводцы ищут и находят новые резервы получения экономии. Все цехи за вода-тита нта находятся на хозяйственном расчете, и поэтому особенно велико чувство ответственности каждого члена коллектива -не только за. .выполнение производственной программы и высокое качество продукции, но и за снижение ее себестоимости. Стахановцы и инженеры штампомеха-нического цеха предложили делать обрезные и ковочные штампы из стального литья, а не из поковок. Опыт показал, что стойкость литых штампов ничуть не ниже стойкости штампов, изготовленных ш (поковок. Зато производство новых штампов обходится гораздо дешевле. Только за счет уменьшения ме-ханическик операций удается сократить расходы на изготовление штампов на 60—65 процентов, а стали идет вдвое меньше, чем обычно. До конца года- стахановцы цеха изготовят более 200 таких штампов и сэкономят десятки тысяч рублей. Чтобы быстрее шло внедрение рабочих предложений в производство, в цехах организованы творческие коллекти ПАШРОН-у 4 ШЛ1АНГА СуПОРШ / РЕЗЦЫ шток вОЗвРАГПНАЯ ПРУЖИНА РЕГУАИРУЮ1ЦИИ КУЛАЧОК ВЫКЛЮЧАГПЕЛЬ СОЛЕНОИДА соленоид ВКЛЮЧЕНИЯ САМОХОДА |








