Техника - молодёжи 1949-10, страница 31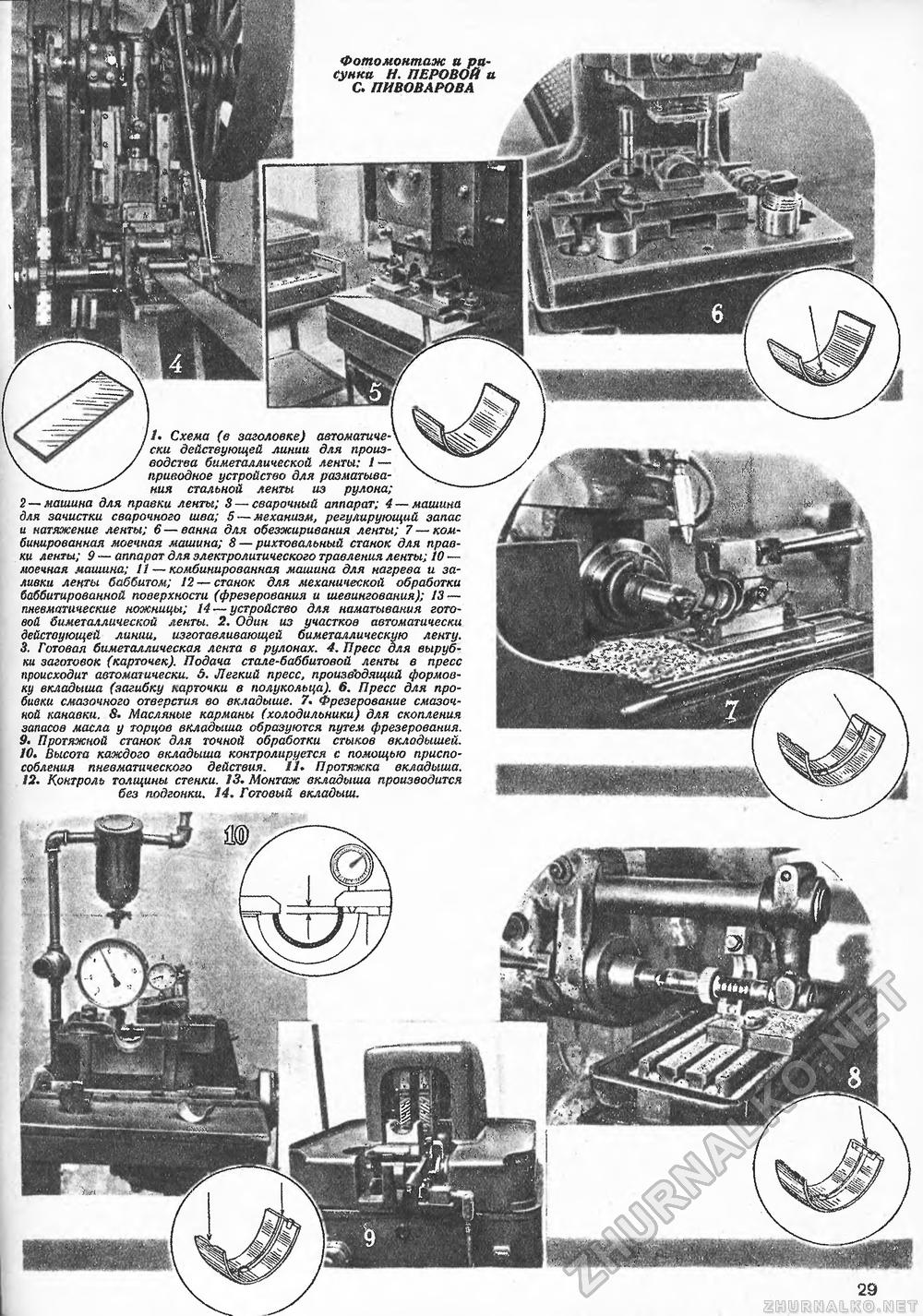
Фотомонтаж и рисунка Н. ПЕРОВОЙ и С. ПИВОВАРОВА ■ 1. Схема (в заголовке) автоматически действующей линии для производства биметаллической ленты: 1 — приводное устройство для разматывания стальной ленты из рулона; 2 — машина для правки ленты; 8 — сварочный аппарат; 4-— машина для зачистки сварочного шва; б — механизм, регулирующий запас и натяжение ленты; в — ванна для обезжиривания ленты; 7 — комбинированная моечная машина; 8 — рихтовальный станок для правки ленты; 9 аппарат для электролитического травления ленты; 10 — моечная машина; 11 — комбинированная машина для нагрева и заливки ленты баббитом; 12 — станок для механической обработки баббитированной поверхности (фрезерования и шевингования); 13 — пневматические ножницы; 14 — устройство для наматывания готовой биметаллической ленты. 2. Один из участков автоматически действующей линии, изготавливающей биметаллическую ленту. 3. Готовая биметаллическая лента в рулонах\ 4, Пресс для вырубки заготовок (карточек). Подача стале-баббитовой ленты в пресс происходит автоматически, д. Легкий пресс, производящий формовку вкладыша (загибку карточки в полукольца), в. Пресс для пробивки смазочного отверстия во вкладыше. 7. Фрезерование смазочной канавки. & Масляные карманы (холодильники) для скопления запасов масла у торцов вкладыша образуются путем фрезерования. 9ш Протяжной станок для точной обработки стыков вкладышей. 10* Высота каждого вкладыша контролируется с помощью приспособления пневматического действия. /А Протяжка вкладыша. 12. Контроль толщины стенки. 13. Монтаж вкладыша производится без подгонки» 14. Готовый вкладыш. |








