Техника - молодёжи 1951-05, страница 7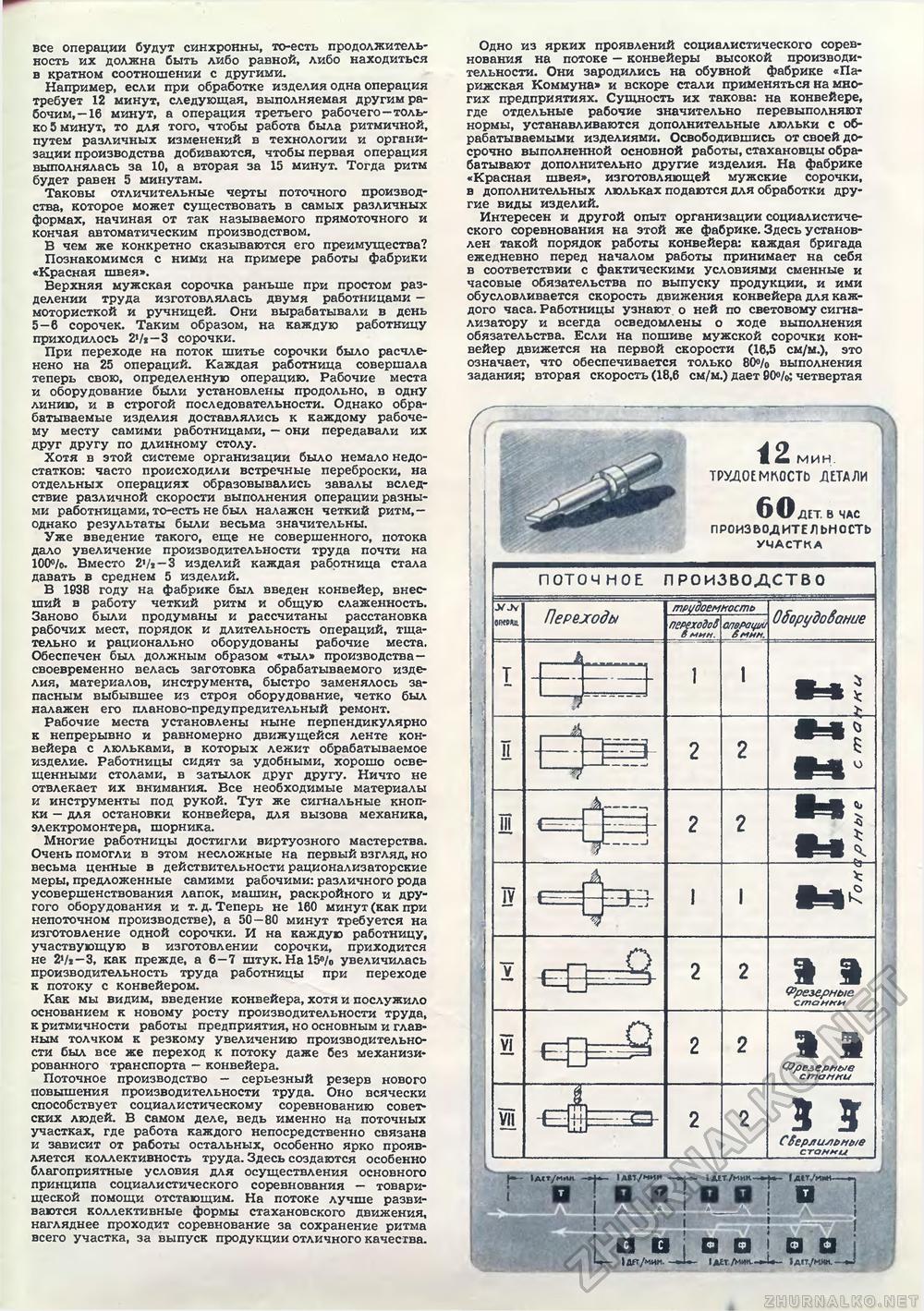
все операции будут синхронны, то-есть продолжительность их должна быть либо равной, либо находиться в кратном соотношении с другими. Например, если при обработке изделия одна операция требует 12 минут, следующая, выполняемая другим рабочим,—16 минут, а операция третьего рабочего —только 5 минут, то для того, чтобы работа была ритмичной, путем различных изменений в технологии и организации производства добиваются, чтобы первая операция выполнялась за 10, а вторая за 15 минут. Тогда ритм будет равен 5 минутам. Таковы отличительные черты поточного производства, которое может существовать в самых различных формах, начиная от так называемого прямоточного и кончая автоматическим производством. В чем же конкретно сказываются его преимущества? Познакомимся с ними на примере работы фабрики «Красная швея». Верхняя мужская сорочка раньше при простом разделении труда изготовлялась двумя работницами -мотористкой и ручницей. Они вырабатывали в день 5-6 сорочек. Таким образом, на каждую работницу приходилось 2Vi—3 сорочки. При переходе на поток шитье сорочки было расчленено на 25 операций. Каждая работница совершала теперь свою, определенную операцию. Рабочие места и оборудование были установлены продольно, в одну линию, и в строгой последовательности. Однако обрабатываемые изделия доставлялись к каждому рабочему месту самими работницами, — они передавали их flpvr другу по длинному столу. Хотя в этой системе организации было немало недостатков: часто происходили встречные переброски, на отдельных операциях образовывались завалы вследствие различной скорости выполнения операции разными работницами, то-есть не был налажен четкий ритм,— однако результаты были весьма значительны. Уже введение такого, еще не совершенного, потока дало увеличение производительности труда почти на 100%. Вместо 2"/i —3 изделий каждая работница стала давать в среднем 5 изделий. В 1038 году на фабрике был введен конвейер, внесший в работу четкий ритм и общую слаженность. Заново были продуманы и рассчитаны расстановка рабочих мест, порядок и длительность операций, тщательно и рационально оборудованы рабочие места. Обеспечен был должным образом «тыл» производства— своевременно велась заготовка обрабатываемого изделия, материалов, инструмента, быстро заменялось запасным выбывшее из строя оборудование, четко был налажен его планово-предупредительный ремонт. Рабочие места установлены ныне перпендикулярно к непрерывно и равномерно движущейся ленте конвейера с люльками, в которых лежит обрабатываемое изделие. Работницы сидят за удобными, хорошо освещенными столами, в затылок друг другу. Ничто не отвлекает их внимания. Все необходимые материалы и инструменты под рукой. Тут же сигнальные кнопки — для остановки конвейера, для вызова механика, электромонтера, шорника. Многие работницы достигли виртуозного мастерства. Очень помогли в этом несложные на первый взгляд, но весьма ценные в действительности рационализаторские меры, предложенные самими рабочими: различного рода усовершенствования лапок, машин, раскройного и другого оборудования и т. д. Теперь не 160 минут (как при непоточном производстве), а 50—80 минут требуется на изготовление одной сорочки. И на каждую работницу, участвующую в изготовлении сорочки, приходится не 2»/«-3, как прежде, а 6-7 штук. На 15»/о увеличилась производительность труда работницы при переходе к потоку с конвейером. Как мы видим, введение конвейера, хотя и послужило основанием к новому росту производительности труда, к ритмичности работы предприятия, но основным и главным толчком к резкому увеличению производительности был все же переход к потоку даже без механизированного транспорта — конвейера. Поточное производство — серьезный резерв нового повышения производительности труда. Оно всячески способствует социалистическому соревнованию советских людей. В самом деле, ведь именно на поточных участках, где работа каждого непосредственно связана и зависит от работы остальных, особенно ярко проявляется коллективность труда. Здесь создаются особенно благоприятные условия для осуществления основного принципа социалистического соревнования — товарищеской помощи отстающим. На потоке лучше развиваются коллективные формы стахановского движения, нагляднее проходит соревнование за сохранение ритма всего участка, за выпуск продукции отличного качества. Одно из ярких проявлений социалистического соревнования на потоке — конвейеры высокой производительности. Они зародились на обувной фабрике «Парижская Коммуна» и вскоре стали применяться на многих предприятиях. Сущность их такова: на конвейере, где отдельные рабочие значительно перевыполняют нормы, устанавливаются дополнительные люльки с обрабатываемыми изделиями. Освободившись от своей досрочно выполненной основной работы, стахановцы обрабатывают дополнительно другие изделия. На фабрике «Красная швея», изготовляющей мужские сорочки, в дополнительных люльках подаются для обработки другие виды изделий. Интересен и другой опыт организации социалистического соревнования на этой же фабрике. Здесь установлен такой порядок работы конвейера: каждая бригада ежедневно перед началом работы принимает на себя в соответствии с фактическими условиями сменные и часовые обязательства по выпуску продукции, и ими обусловливается скорость движения конвейера для каждого часа. Работницы узнают о ней по световому сигнализатору и всегда осведомлены о ходе выполнения обязательства. Если на пошиве мужской сорочки конвейер движется на первой скорости (16,5 см/ы.), это означает, что обеспечивается только 80% выполнения задания; вторая скорость (18,6 см/м.) дает 90»/о; четвертая "й 2 МИН. ТРУДОЕМКОСТЬ ЛЕТАЛИ 60 ЛЕТ. В ЧАС ПРОИЗВОДИТЕЛЬНОСТЬ УЧАСТКА ПОТОЧНОЕ ПРОИЗВОДСТВО •VJv НИМИ ill IV VI VII Переходы А "7 вш- .о -еА^ трудоемкость переходов В мим- олвРации 6 мим. ОборудоЗание 5 о сь £ а 1 Фрезерные станкн 1 1 Фрелерп&е с та пки 3 3 СВерлильные стопки t/UT/MUl .1. IAIT/НИН , „,(. 1 дгг/мик—|д(тЛм4—«1 о о вТо оТ о 1 О В j Q Р I Q В I щ— lap/мин. »ii« I ДЕТ/ИНН- » I ■ 1Д1Т/МИИ.—«J |








