Техника - молодёжи 1953-04, страница 19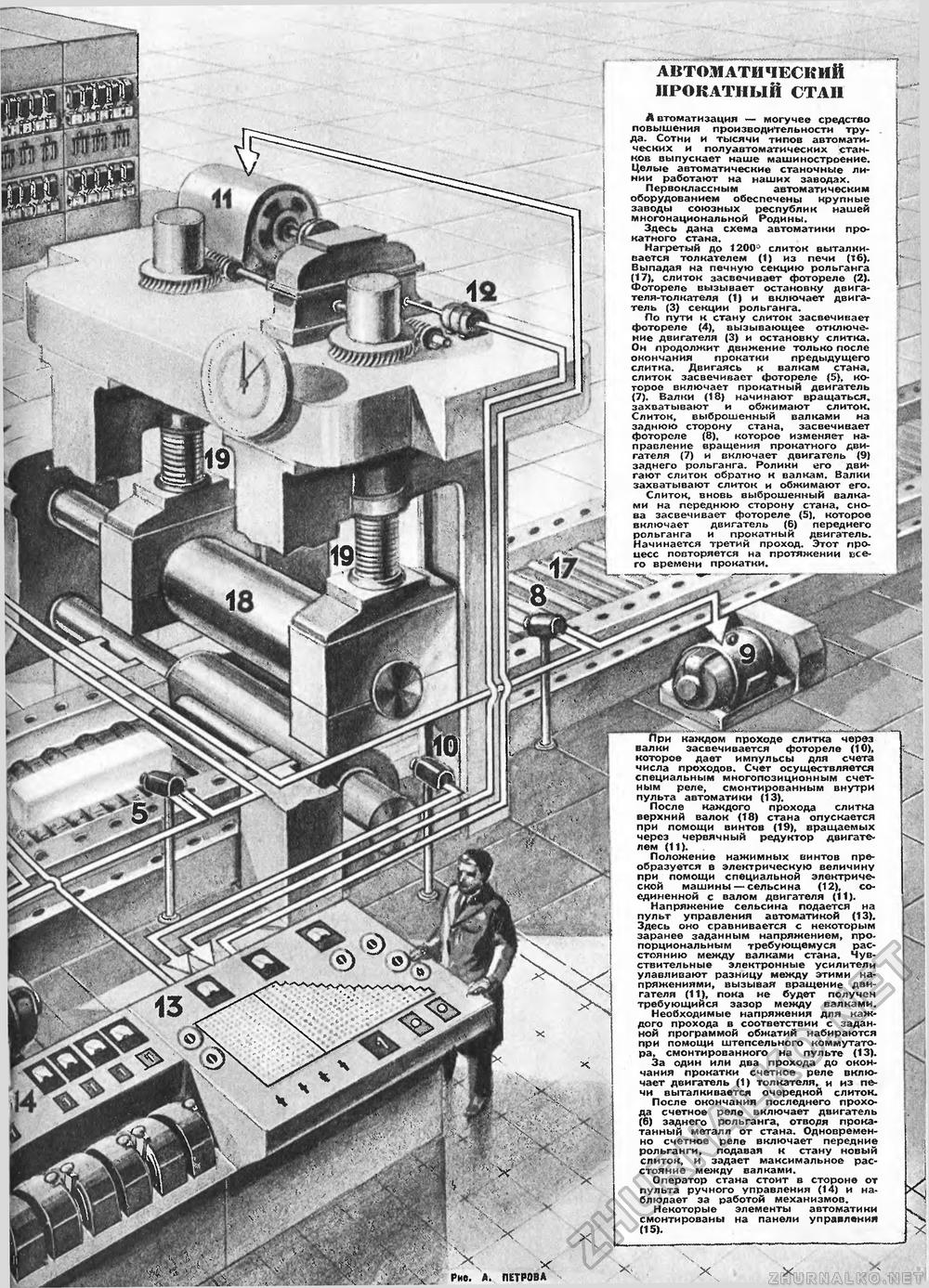
АВТОМАТИЧЕСКИЙ ПРОКАТНЫЙ CTAI1 Автоматизация — могучее средство повышения производительности труда. Сотни и тысячи типов автоматических и полуавтоматических станков выпускает наше машиностроение. Целые автоматические станочные линии работают на наших заводах. Первоклассным автоматическим оборудованием обеспечены крупные заводы союзных республик нашей многонациональной Родины. Здесь дана схема автоматики прокатного стана. Нагретый до 1200° слиток выталкивается толкателем (1) из печи (t6). Выпадая на печную секцию рольганга (17), слиток засвечивает фотореле (2). Фотореле вызывает остановку двигателя-толкателя (1) и включает двигатель (3) секции рольганга. По пути к стану слиток засвечивает фотореле (4), вызывающее отключение двигателя (3) и остановку слитка. Он продолжит движение только после окончания прокатки предыдущего слитка. Двигаясь к валкам стана, слиток засвечивает фотореле (5), которое включает прокатный двигатель (7). Валки (18) начинают вращаться, захватывают и обжимают слиток. Слиток, выброшенный валками на заднюю сторону стана, засвечивает фотореле (8), которое изменяет направление вращения прокатного двигателя (7) и включает двигатель (9) заднего рольганга. Ролики его двигают слиток обратно к валкам. Валки захватывают слиток и обжимают его. Слиток, вновь выброшенный валками на переднюю сторону стана, снова засвечивает фотореле (5), которое включает двигатель (6) переднего рольганга и прокатный двигатель. Начинается третий проход. Этот про-иесс повторяется на протяжении всего времени прокатки. * Ж ри каждом проходе слитка через валки засвечивается фотореле (10), которое дает импульсы для счета числа проходов. Счет осуществляется специальным многопозиционным счетным реле, смонтированным внутри пульта автоматики (13). После каждого прохода слитка верхний валок (18) стана опускается при помощи винтов (19), вращаемых через червячный редуктор двигателем (11). Положение нажимных винтов преобразуется в электрическую величину при помощи специальной электриче* скоЙ машины — сельсина (12), соединенной с валом двигателя (11). Напряжение сельсина подается на пульт управления автоматикой (13). Здесь оно сравнивается с некоторым заранее заданным напряжением, пропорциональным требующемуся расстоянию между валками стана. Чувствительные электронные усилители улавливают разницу между этими напряжениями, вызывая вращение двигателя (11), пока не будет получен требующийся зазор между валками. Необходимые напряжения для каждого прохода в соответствии с заданной программой обжатий набираются при помощи штепсельного коммутатора, смонтированного на пульте (13). За один или два прохода до окончания прокатки счетное реле включает двигатель (1) толкателя, и из печи выталкивается очередной слиток. После окончания последнего прохода счетное реле включает двигатель (6) заднего рольганга, отводя прокатанный металл от стана. Одновременно счетное реле включает передние рольганги, подавая к стану новый слиток, и задает максимальное расстояние между валками. Оператор стана стоит в стороне от пульта ручного управления (14) и наблюдает за работой механизмов. Некоторые элементы автоматики смонтированы на панели управления (15). 19 ч: Ш у А X |








