Техника - молодёжи 1953-08, страница 18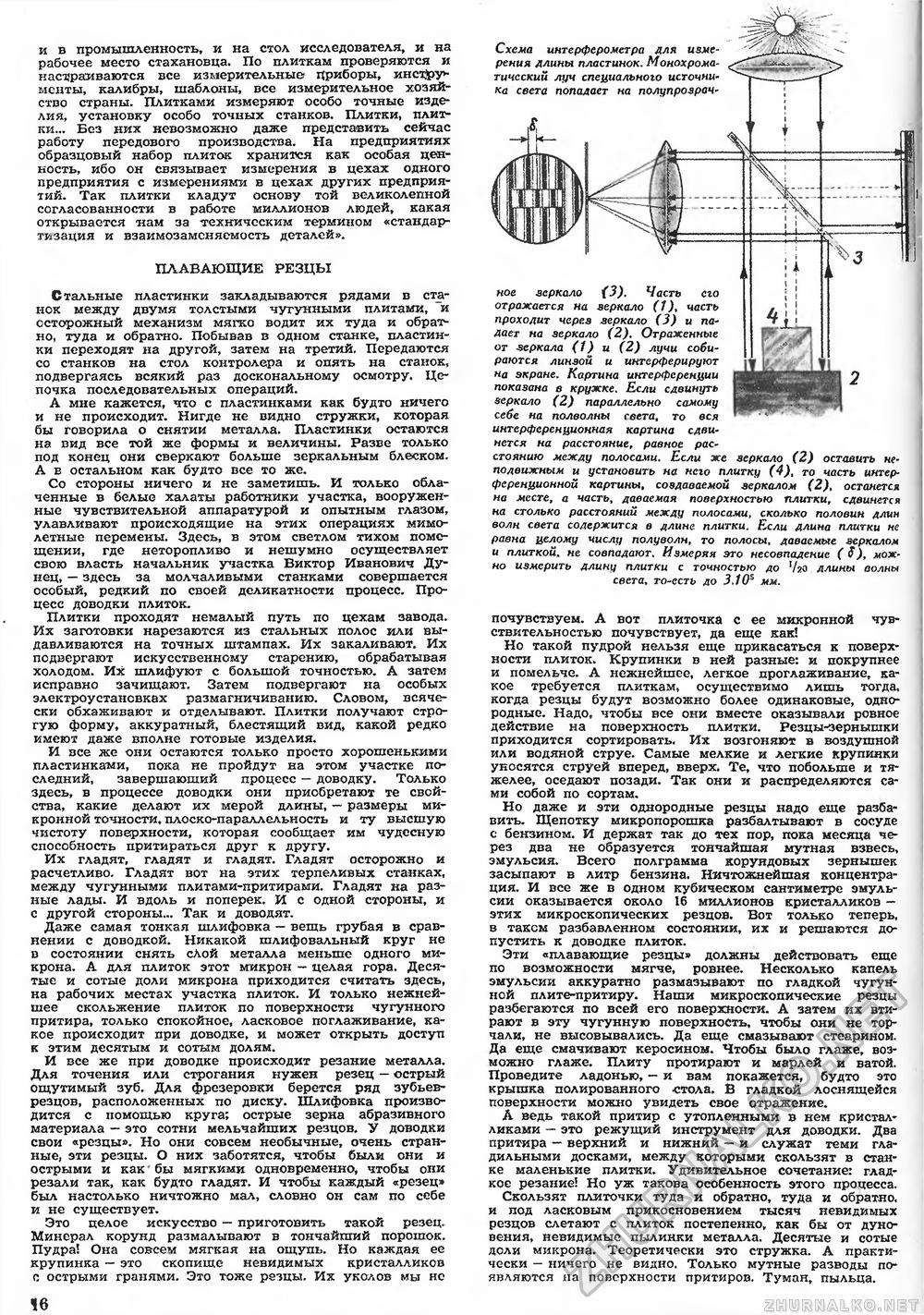
и в промышленность, и на стол исследователя, и на рабочее место стахановца. По плиткам проверяются и настраиваются все измерительные Приборы, инсфу* менты, калибры, шаблоны, все измерительное хозяйство страны. Плитками измеряют особо точные изделия, установку особо точных станков. Плитки, плитки... Без них невозможно даже представить сейчас работу передового производства. На предприятиях образцовый набор плиток храни!ч!я как особая ценность, ибо он связывает измерения в цехах одного предприятия с измерениями в цехах других предприятий. Так плитки кладут основу той великолепной согласованности в работе миллионов людей, какая открывается нам за техническим термином «стандартизация и взаимозаменяемость деталей». ПЛАВАЮЩИЕ РЕЗЦЫ Стальные пластинки закладываются рядами в станок между двумя толстыми чугунными плитами, и осторожный механизм мягко водит их туда и обрати но, туда и обратно. Побывав в одном станке, пластинки переходят на другой, затем на третий. Передаются со станков на стол контролера и опять на станок, подвергаясь всякий раз доскональному осмотру. Цепочка последовательных операций. А мне кажется, что с пластинками как будто ничего и не происходит. Нигде не видно стружки, которая бы говорила о снятии металла. Пластинки остаются на вид все той же формы и величины. Разве только под конец они сверкают больше зеркальным блеском. А в остальном как будто все то же. Со стороны ничего и не заметишь. И только облаченные в белые халаты работники участка, вооруженные чувствительной аппаратурой и опытным глазом, улавливают происходящие на этих операциях мимолетные перемены. Здесь, в этом светлом тихом помещении, где неторопливо и нешумно осуществляет свою власть начальник участка Виктор Иванович Дунец, — здесь за молчаливыми станками совершается особый, редкий по своей деликатности процесс. Процесс доводки плиток. Плитки проходят немалый путь по цехам завода. Их заготовки нарезаются из стальных полос или выдавливаются на точных штампах. Их закаливают. Их подвергают искусственному старению, обрабатывая холодом. Их шлифуют с большой точностью. А затем исправно зачищают. Затем подвергают на особых электроустановках размагничиванию. Словом, всячески обхаживают и отделывают. Плитки получают строгую форму, аккуратный, блестящий вид, какой редко имеют даже вполне готовые изделия. И зее же они остаются только просто хорошенькими пластинками, пока не пройдут на этом участке последний, завершающий процесс — доводку. Только здесь, в процессе доводки они приобретают те свойства, какие делают их мерой длины, — размеры микронной точности, плоско-параллельность и ту высшую чистоту поверхности, которая сообщает им чудесную способность притираться друг к другу. Их гладят, гладят и гладят. Гладят осторожно и расчетливо. Гладят вот на этих терпеливых станках, между чугунными плитами-притирами. Гладят на разные лады. И вдоль и поперек. И с одной стороны, и с другой стороны... Так и доводят. Даже самая тонкая шлифовка — вешь грубая в сравнении с доводкой. Никакой шлифовальный круг не в состоянии снять сАой металла меньше одного микрона. А для плиток этот микрон - целая гора. Десятые и сотые доли микрона приходится считать здесь, на рабочих местах участка плиток. И только нежнейшее скольжение плиток по поверхности чугунного притира, только спокойное, ласковое поглаживание, какое происходит при доводке, и может открыть доступ к этим десятым и сотым долям. И все же при доводке происходит резание металла. Для точения или строгания нужен резец — острый ощутимый зуб. Для фрезеровки берется ряд зубьев-резцов, расположенных по диску. Шлифовка производится с помощью круга; острые зерна абразивного материала — это сотни мельчайших резцов. У доводки свои «резцы». Но они совсем необычные, очень странные, эти резцы. О них заботятся, чтобы были они и острыми и как бы мягкими одновременно, чтобы они резали так, как будто гладят. И чтобы каждый «резец» был настолько ничтожно мал, словно он сам по себе и не существует. Это целое искусство — приготовить такой резец. Минерал корунд размалывают в тончайший порошок. Пудра! Она совсем мягкая на ощупь. Но каждая ее крупинка — это скопище невидимых кристалликов с острыми гранями. Это тоже резцы. Их уколов мы не почувствуем. А вот плиточка с ее микронной чувствительностью почувствует, да еще как! Но такой пудрой нельзя еще прикасаться к поверхности плиток. Крупинки в ней разные: и покрупнее и помельче. А нежнейшее, легкое проглаживание, какое требуется плиткам, осуществимо лишь тогда, когда резцы будут возможно более одинаковые, однородные. Надо, чтобы все они вместе оказывали ровное действие на поверхность плитки. Резцы-зернышки приходится сортировать. Их возгоняют в воздушной или водяной струе. Самые мелкие и легкие крупинки уносятся струей вперед, вверх. Те, что побольше и тяжелее, оседают позади. Так они и распределяются сами собой по сортам. Но даже и эти однородные резцы надо еще разбавить. Щепотку микропорошка разбалтывают в сосуде с бензином. И держат так до тех пор, пока месяца через два не образуется тончайшая мутная взвесь, эмульсия. Всего полграмма корундовых зернышек засыпают в литр бензина. Ничтожнейшая концентрация. И все же в одном кубическом сантиметре эмульсии оказывается около 16 миллионов кристалликов — этих микроскопических резцов. Вот только теперь, в таком разбавленном состоянии, их и решаются допустить к доводке плиток. Эти «плавающие резцы» должны действовать еще по возможности мягче, ровнее. Несколько капель эмульсии аккуратно размазывают по гладкой чугунной плите-притиру. Наши микроскопические резцы разбегаются по всей его поверхности. А затем их втирают в эту чугунную поверхность, чтобы они не торчали, не высовывались. Да еще смазывают стеарином. Да еще смачивают керосином. Чтобы было глаже, возможно глаже. Плиту протирают и марлей и ватой. Проведите ладонью, — и вам покажется, будто это крышка полированного стола. В гладкой лоснящейся поверхности можно увидеть свое отражение. А ведь такой притир с утопленными в нем кристалликами — это режущий инструмент для доводки. Два притира - верхний и нижний — и служат теми гладильными досками, между которыми скользят в станке маленькие плитки. Удивительное сочетание: гладкое резание! Но уж такова особенность этого процесса. Скользят плиточки туда и обратно, туда и обратно, и под ласковым прикосновением тысяч невидимых резцов слетают с плиток постепенно, как бы от дуновения, невидимые пылинки металла. Десятые и сотые доли микрона. Теоретически это стружка. А практически - ничего не видно. Только мутные разводы появляются на поверхности притиров. Туман, пыльца. woe зеркало (3). Часть его отражается на зеркало (1J, часть проходит через зеркало (3) и падает на зеркало (2). Отраженные от зеркала (1) и (2) лучи собираются линзой и интерферируют на экране. Картина интерференции показана в кружке. Если сдвинуть зеркало (2) параллельно самому себе на полволны света, то вся интерференционная картина сдвинется на расстояние, равное расстоянию между полосами. Если же зеркало (2) оставить неподвижным и установить на него плитку (4), то часть интерференционной картины, создаваемой зеркалом (2), останется на месте, а часть, даваемая поверхностью плитки, сдвинется на столько расстояний между полосами, сколько половин длин волн света содержится в длине плитки. Если длина плитки не равна целому числу полуволн, то полосы, даваемые зеркалом и плиткойне совпадают. Измеряя это несовпадение ( $ J, можно измерить длину плитки с точностью до 7го длины волны света, то-есть до 3.105 мм. Схема интерферометра для измерения длины пластинок. Монохроматический луч специального источника света попадает на полупрозрач- 1в |








