Техника - молодёжи 1955-08, страница 5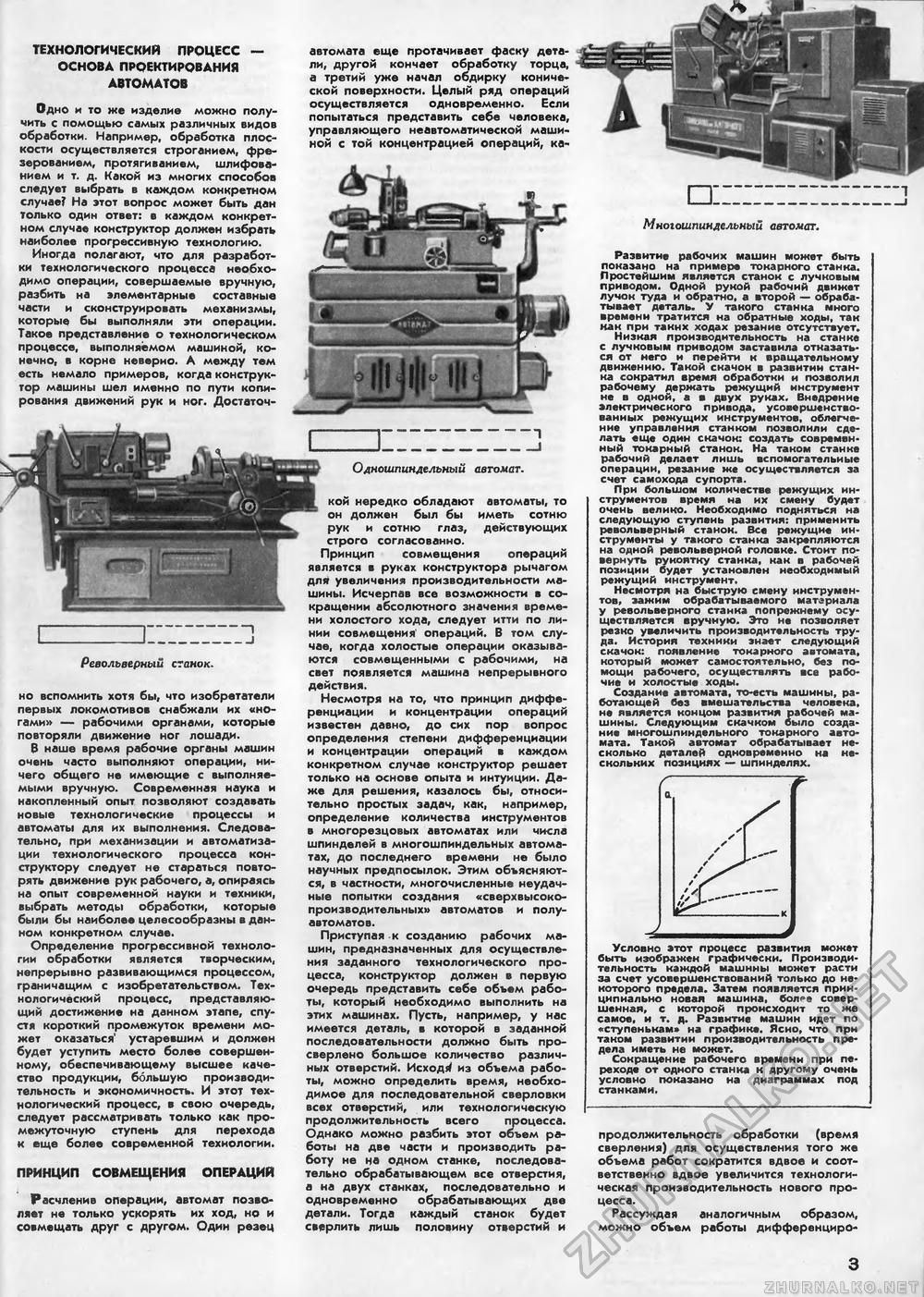
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС — ОСНОВА ПРОЕКТИРОВАНИЯ АВТОМАТОВ О ;но и то жи изделие можно получись с помощью самых различных > идов обработки Например, обработка плоскости осуществляется строганием, фре-Зифованис.л, протягиванием, шлифо. 9-нием и т. д Какой из многих способов следует выбрать в каждом конкретном случае? На этот вопрос может быть дан только один ответ: в каждом конкретно* случае конструктор должен избрать наиболее прогресси) |ую технологию. Иногда полагают, что для разработки технологического процесса необходимо операции, совершаемый i (ручную, разбить на элементарные составные части и сконструировать механизмы, которые бы выполняли эти операции. Такс I представление о технологическом процесс г выполняемом машиной, ко-I- чно. в корне неиерио. А м жду тем есть немало примероь, когда конструктор машины шел именно по пути копирования движений рук и гог. Досюточ- Револьверный станок. но вспомнить хотя бы, что изобретете л и первых локамотиьов снабжали их «ногами» — рабочими органами, которые повторяли движени » ног лошади. В наши время рабочие органы мшин очень часто выполняют операции, ничего общего не имеющие с выполняемыми вручную. Современная наука и накопленный опыт позеоляю! создавать новые технологические процессы и автоматы для их выполнения. Следовательно, при механизации и автоматизации технологического процесса кон-струкюру следует не стараться повторят!, движение рук рабочего, а, опираясь но опыт современной науки и т хники, выбрать методы обработки, которые были бы наиболее целесообразны в данном конкретном случае. Опр< деление прогрессивной технологии обработки яишетга творческим, непрерывно р завивающимся процессом, граничащим с изобретательством. Технологический процесс, представляющий достижение на данном этапе, спустя короткий промежуток времени может оказаться' усаргпшим и должен будет уступить место более совершенному, обеспечивающему высшее качество продукции, большую производительность и экономичность. И этот технологический процесс, е г-,ою очередь, следует рассматривать толеко как про-м< жуточную ступень для переходи к *ше более современной технологии. ПРИНЦИП СОВМЕЩЕНИЯ ОПЕРАЦИИ Рлсчлснип операции, автомат позволяет не только ускорять их ход, по и сонмещат, друг с другом. Один резец автомата < щ< протачивает фас.ку детали, другой кончает об аботку торца, а третий уже начал с*5дирку конической поверхности. Целый ряд операций осущес1 вляетс! одновременно. Если попытаться представить себ» человека, управляющего неаьтоматич ской машиной с 7ой концентрацией слериций, ка- LiiEJUi Одношгиндъльный автомат. кой нередко обладают автоматы, то он должен был бы иметь сотню рук и сотню глаз, действующих строго согласованно. Принцип совмещения операций Я1Л1 _>тся в руках конструктора рычагом для увеличения производительности машины. Исчерпав все возможности в сокращении абсолютного значения времени холостого хода, следует итти по линии совмещения' опереций. В том случае, когда холостые операции оказываются совмещенными с рабочими, на свет появляется машина непрерывного действия. Несмотря н<_ то, что принцип дифференциации и концентрации операций известен давно, до сих пор вопрос определения степени дифференциации и концентрации операций в каждом конкретном случае конструкюр решает только на основе опыта и интуиции. Даже для решения, казалось бы, относительно прость-х задач, как, например, определение количе гтва инструментов в многорезцоьых автоматах или чио1а шпинделей в многошпиндельных автоматах, ро последи* го нремени не было научных предпосылок. Этим объясняются, в частности, многочисленные неудачные попытки создания «сверхвысоко-производительных» автоматов и полуавтомате!). Приступая к созданию рабочих машин, предназначенных для осуществления заданного технологического процесса, конструктор должен первую очередь представить себе обы м работы, который Н' обходимо выполнить на этих машинах. Пусть, например, у нас имеется деталь, в которой в ладанной последовательности должно быть просверлено большое количество различных отверстий. Исход^ из объема работы, можно определить время, необходимое для последовательной сверлоьки веек отверстии, или технологическую продолжительность всего процесса. Однако можно разбить это! объем ре-боты на две части и производить работу не не одном станке, последовательно обрабатывающем все отверстия, а на двух станках, последовачельно и одновременно обрабатывающих д:е детали. Тогда каждый станок будет сьерлить лишь полооин/ от* ргтии и Многошпиндельный автомат. Развитие рабочих машин монет быть показано нэ пример! токарного стайка. Простейшим j >яе-)ся гтанон с . /чновим приводом. Одн< 4 руной рабочий дьижет луч ж тура и обра нэ, а еорой — збраба-1ыы-вт '«таль. У такого ст ihkj много времени г р., гите на обратные ходы, так на при т*кнх ходах резание отсу- п-уот. Ни» «а произс >дительность на станке с гучкогын приво~ем заставил; отказаться от него и пер -йти к ьращап елг ному движению. Такой скачан в развитии ст»н-ка сокр; гил время обрлбо-ки и позволил раГочему фжать ре куший инструмент не в одной, а ■ ш ух у ix. Вн >ение электрического привода, увеверим ictbo-ваеиых ржущих инс- эум н. оь облегчи ние упр, .п.1 стан к. * по -пилили едэ-ла гь ще один скачок; *.озд эть говром! i -рь i пиарный станок. Нг таком станке рабочий делг-т лишь вспомогательные one рации, р ja-ние же осущестглг чтея за счет самохода супорт При большом г с» (чэстве режущих инструментов ipi м> к их смену будут оч нь велико. Необходимо подняться на следующую • туп ль рлг итиг- фименить реьнльв |>ный станон. Все реж' ние ин-струм (нты у такого станка э. ср г.ляются на эдной реьольверной го ловил Стон. по BepHvrb рукоятку станка, к к ■ рабочей гЯзицмЛ будет установлен необходимый режущий инструи1 нт. Н смотрг на С»1< vp/ю см.-ну инструментов ажи.1 обраОа гываамго мэтонала у револьверного стчнк,- попрежнему осу-Ц( ствгяетс я ьручнуо. Это е поз зля г I езкг увеличит!. пр жзводитлльность тру-,ia. История техники знает сл«гдуи>и ий •.качок, г.оявлени, ток рногс ai ■ >мета, который м>жет самссто) !тельно, без помощи рабочего, осущ .cti гь все раСочи И холосты) хойы. Создание аптома^е, то-есть машины работающей «з I мешатвг ьем _ челоьека, не ьилн<.тся концом pa II <тия рабочей mv umhm. Следующим скачком било создании м. roL ильного -о»' арного авт- -мата. Такой а темат обоаб. гь.ьает несколько деталей одновременно «а нескольких позичиях - шпинделях Условн< .тот процесс развип tr может Сыть изображен графиче< ки. Производительность к идей млшнны может расти за счет усом ршен п ораний только до не-кото рог' поааела. 3 |тем no^jj i тся .,dhh-ципиа.1ьнс невая чашина, бол?» совершенная, с ко-* .рой происходит то же само* и т. д. Ризви'-иъ, Mai ihh идет по «ступпнькам» не графике Ясно, чт > при таком разиитии производительность предела им) гь не межет. Сокращение рабочегс г» г-'мен и при пере кор" от одного гтанк« к другому оч .нь условно п назано на ди).- ihmjx под гтпнками. продолжительность обработки (время сверления) для осуществления того же объема работ сократится вдвое и соот-в тгтвенно вдвое увеличится технологическая производительность ноього процесса. Р 1ссуждая аналогичным образом, можно об ьем работы дифференцирО- 3 |








