Техника - молодёжи 1955-08, страница 6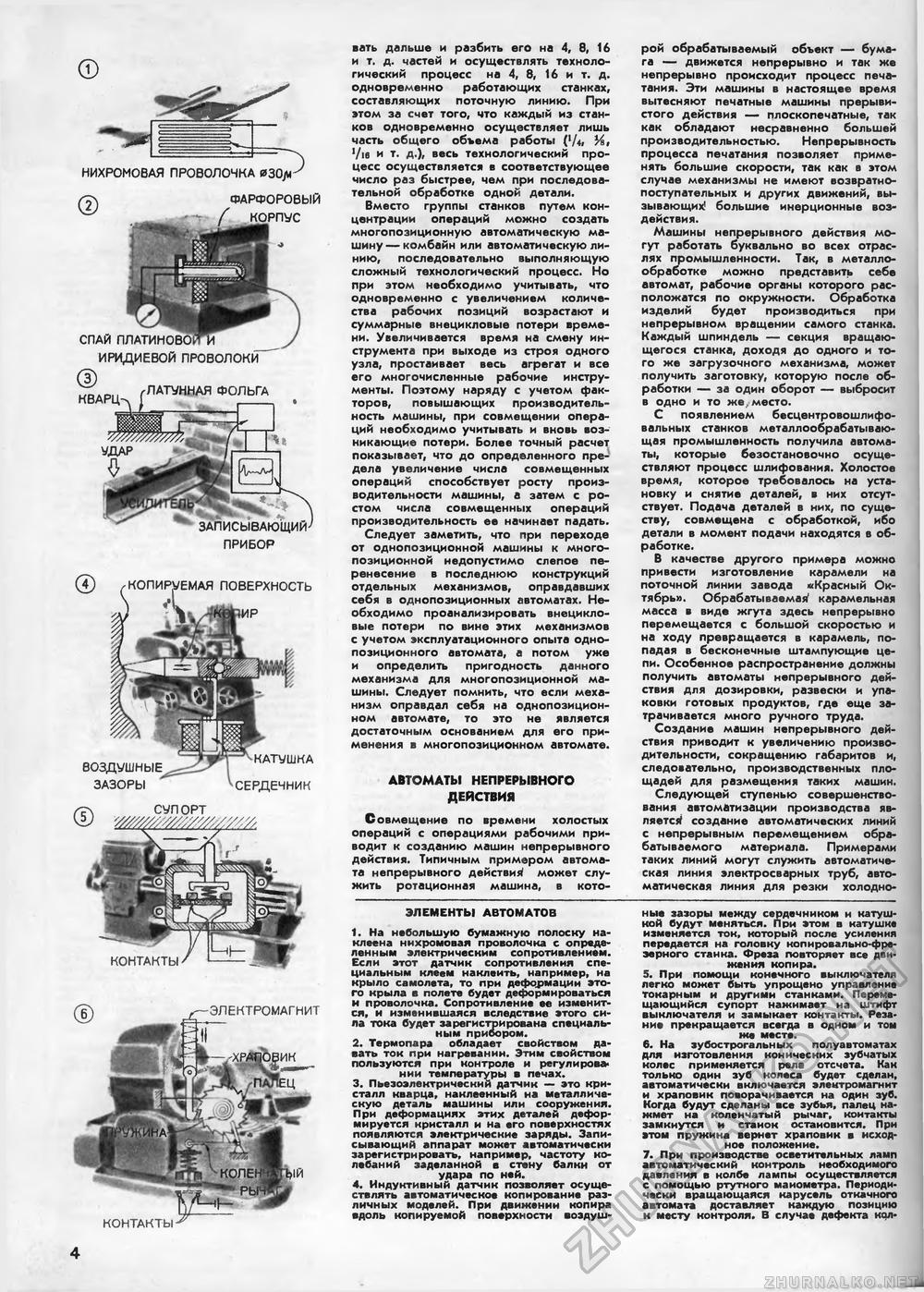
НИХРОМОВАЯ ПРОВОЛОЧКА 03O/U"1 0 ФАРФОРОВЫЙ СПАЙ ИРИДИЕВОЙ ПРОВОЛОКИ" © КВАР" ^ ЛАТУННАЯ ФОЛЬГА ВОЗДУШНЫЕ ЗАЗОРЫ КАТУШКА СЕРДЕЧНИК СУП ОРТ ПОВЕРХНОСТЬ КОНТАКТЫ ЭЛЕКТРОМАГНИТ вать дальше и разбить его на 4, 8, 16 и т. д. частей и осуществлять технологический процесс на 4, 8, 16 и т. д. одновременно работающих станках, составляющих поточную линию. При этом за счет того, что каждый из станков одновременно осуществляет лишь часть общего объема работы Ув» V16 и т. д.), весь технологический процесс осуществляется в соответствующее число раз быстрее, чем при последовательной обработке одной детали. Вместо группы станков путем концентрации операций можно создать многопозиционную автоматическую машину — комбайн или автоматическую линию, последовательно выполняющую сложный технологический процесс. Но при этом необходимо учитывать, что одновременно с увеличением количества рабочих позиций возрастают и суммарные внецикловые потери времени. Увеличивается время на смену инструмента при выходе из строя одного узла, простаивает весь агрегат и все его многочисленные рабочие инструменты. Поэтому наряду с учетом факторов, повышающих производительность машины, при совмещении операций необходимо учитывать и вновь возникающие потери. Более точный расчет показывает, что до определенного предела увеличение числа совмещенных операций способствует росту производительности машины, а затем с ростом числа совмещенных операций производительность ее начинает падать. Следует заметить, что при переходе от однопозиционной машины к многопозиционной недопустимо слепое перенесение в последнюю конструкций отдельных механизмов, оправдавших себя в однопозиционных автоматах. Необходимо проанализировать внецикловые потери по вине этих механизмов с учетом эксплуатационного опыта одно-позиционного автомата, а потом уже и определить пригодность данного механизма для многопозиционной машины. Следует помнить, что если механизм оправдал себя на однопозицион-ном автомате, то это не является достаточным основанием для его применения в многопозиционном автомате. АВТОМАТЫ НЕПРЕРЫВНОГО ДЕЙСТВИЯ Совмещение по времени холостых операций с операциями рабочими приводит к созданию машин непрерывного действия. Типичным примером автомата непрерывного действий может служить ротационная машина, в кото рой обрабатываемый объект — бумага — движется непрерывно и так же непрерывно происходит процесс печатания. Эти машины в настоящее время вытесняют печатные машины прерывистого действия — плоскопечатные, так как обладают несравненно большей производительностью. Непрерывность процесса печатания позволяет применять большие скорости, так как в этом случае механизмы не имеют возвратно-поступательных и других движений, вызывающих! большие инерционные воздействия. Машины непрерывного действия могут работать буквально во всех отраслях промышленности. Так, в металлообработке можно представить себе автомат, рабочие органы которого расположатся по окружности. Обработка изделий будет производиться при непрерывном вращении самого станка. Каждый шпиндель — секция вращающегося станка, доходя до одного и того же загрузочного механизма, может получить заготовку, которую после обработки — за один оборот — выбросит в одно и то же. место. С появлением бесцентровошлифо-вальных станков металлообрабатывающая промышленность получила автоматы, которые безостановочно осуществляют процесс шлифования. Холостое время, которое требовалось на установку и снятие деталей, в них отсутствует. Подача деталей в них, по существу, совмещена с обработкой, ибо детали в момент подачи находятся в обработке. В качестве другого примера можно привести изготовление карамели на поточной линии завода «Красный Октябрь». Обрабатываемая1 карамельная масса в виде жгута здесь непрерывно перемещается с большой скоростью и на ходу превращается в карамель, попадая в бесконечные штампующие цепи. Особенное распространение должны получить автоматы непрерывного действия для дозировки, развески и упаковки готовых продуктов, где еще затрачивается много ручного труда. Создание машин непрерывного действия приводит к увеличению производительности, сокращению габаритов и, следовательно, производственных площадей для размещения таких машин. Следующей ступенью совершенствования автоматизации производства являете^ создание автоматических линий с непрерывным перемещением обрабатываемого материала. Примерами таких линий могут служить автоматическая линия электросварных труб, автоматическая линия для резки холодно- КОНТАКТЫ ЭЛЕМЕНТЫ АВТОМАТОВ 1. На небольшую бумажную полоску наклеена нихромовая проволочка с определенным электрическим сопротивлением. Если этот датчик сопротивления специальным клеем наклеить, например, на крыло самолета, то при деформации этого крыла в полете будет деформироваться и проволочка. Сопротивление ее изменится, и изменившаяся вследствие этого сила тока будет зарегистрирована специальным прибором. 2. Термопара обладает свойством давать ток при нагревании. Этим свойством пользуются при контроле и регулировании температуры в печах. 3. Пьезоэлектрический датчик — это кристалл кварца, наклеенный на металлическую деталь машины или сооружения. При деформациях этих деталей деформируется кристалл и на его поверхностях появляются электрические заряды. Записывающий аппарат может автоматически зарегистрировать, например, частоту колебаний заделанной в стену балки от удара по ней. 4. Индуктивный датчик позволяет осуществлять автоматическое копирование различных моделей. При движении копира вдоль копируемой поверхности воздуш ные зазоры между сердечником и катушкой будут меняться. При этом в катушке изменяется ток, который после усиления передается на головку копировально-фре-эерного станка. Фреза повторяет все движения копира. 5. При помощи конечного выключателя легко может быть упрощено управление токарным и другими станками. Перемещающийся супорт нажимает на штифт выключателя и замыкает контакты. Резание прекращается всегда в одном и том же месте. 6. На зубострогальных полуавтоматах для изготовления конических зубчатых колес применяется реле отсчета. Как только один зуб колеса будет сделан, автоматически включается электромагнит и храповик поворачивается на один зуб. Когда будут сделаны все зубья, палец нажмет на коленчатый рычаг, контакты замкнутся и станок остановится. При этом пружина вернет храповик в исходное положение. 7. При производстве осветительных ламп автоматический контроль необходимого давления в колбе лампы осуществляется с помощью ртутного манометра. Периодически вращающаяся карусель откачного автомата доставляет каждую позицию к месту контроля. В случае дефекта кал- |








