Техника - молодёжи 1955-08, страница 8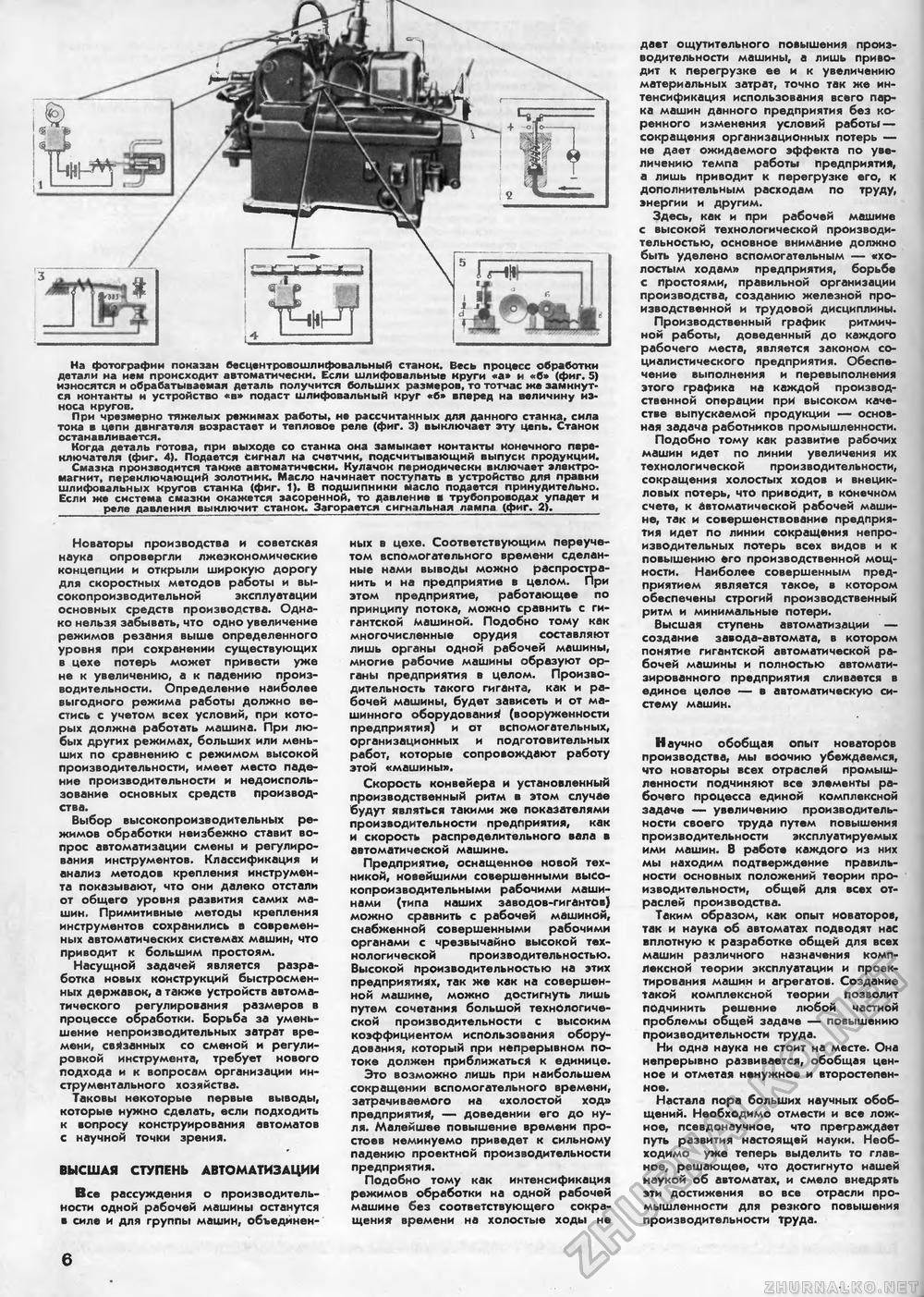
На фотографии показан бесиентроеошлифовлльн! <й станок. Lecb процесс обработки детаги на Нем п^эисхсдит автоматически,. Если шлифовальные круги «а» и >б (фиг. 5) И1н 1сятгл и эбрабаты! »смая деталь получит болы, их разм рур то тотчас же замтут ся контакты » устройстао «в» подлет шлифовальный круг <б> сперед h i величину из-нг>- а кругов. П'и >резмерно тяжелых режимах работы, не рэссчита ных дл.1 данного стан к. i, сила ток в ц, пи двнга-> i/iu возг стает и теплого» реле (фиг. 3) выключает эту цепь. Ctihoh ос гллигается. Когда л1 таль готова,, при выходе со станка она замыкает контакты конечного перс-(фючателя (фиг. 4). Издается сигнал кэ счетчик, подсчитывающий выпуск лродукиии. Смазка производите* также агтовг тически. Кул; s и периодически iid« ает эл жтро-магнмт, nei «ключ ai эщий юлотмик, М сл> начинает поступать г устройств» для правки и гифе. i< льных круге» стан hi (фиг. 1). В подшипники «асло под ется прингди-ольно. Если же систр1 » «лзки окажстсп засор* иной, то давление в TpyConot о/ ,ах упадет и рел да.вленяя выключит станок. Загорается сигнальная л>мпт (Фиг, 2\. Новаторы производства и советская Ha/ка опровергли лжеэкономические концепции и открыли широкую дорогу для скоростных методов работы и вы-сокопрсизгодип льной эксплуатации основных средств производства. Однако нельзя забыоать, что одно увеличение режимов резания ьмше опр оделенного уровня при сохр< нении существующих в це I потерь может привести /же ни к увеличению, а к падению производит ольности. Определение наиболее выгодного р< жим I piidor >i должно во стись с учетом с< х условий, яри которых должна рабо7ать машина. При любых других режимгх, больших или меньших по сравнению с режимом высокой производительности, им< ет место падение производительности и недоиспользование основных средств производства. выбор высокопроиз! длительных режимов обработки неизбежно ставит вопрос автоматизации смены и регулирования инструментов. Классификация и анализ методоп крепления инструмента покалывают, что они далеко отстали от общего уровня развития самих ма-шин. Примитивные методы крепления инструментов сохранилисг в совоемен-ных автоматических системах машин, что приводит к большим просгоям. Насущной задачей является разработка новых конструкций быстросменных д< рж^вок, а также устройств автоматического регулирования размеров в процесс* обработки. Ьс1; ба за уменьшение непроизводительных затрат времени, связанных со сменой и регулировкой инструмента, требует нового подхода и к вопросам организации инструментального хозяйства. Таковы некоторые пгрвые высоды, которые нужно сделать, если подходить к вопросу конструирования автоматов с научной точки зрени*. ВЫСШАЯ СТУПЕНЬ АВТОМАТИЗАЦИИ Все рассуждени] о производительности одной рабочей машины останутся в сило и для группы машин, объединен-' ных ь цехе. Соответствующим переучетом вспомогательного времени сделанные намч выводы можно распространить и на предприятие в цепом, П зи этом пр >дприятие, работающее по принципу потока, можно сравнить с гигантской машиной. Подобно тому как многочисленные орудия составляют лишь органы одной рабочей машины, многие рабочие машины образуют органы предприятия в целом. Производительность такого гиганта, как и рабочей машины, будет зависеть и от машинного оборудоьани4 (вооруженности предприятия) и от вспомогательных, организационных и подготовительных работ, которые сопроео>г.дают работу этой «машины*. Скорость конвейера и установленный производственный ригм в этом случае будут явшться такими же показателями производительности предг риятия, кик и скорости распределительного игла автоматической машине. Предприятие, оснащенное не юй техникой, нсвейшими совершенными *ысо-непроизводительными рабочими машинами (типа наших заводов-гигантов) можно сравнить с рабочей машиной, снабж» иной совершенными рабочилли органами с чрезьычайно высокой технологической производительностью. Высокой произ! >дитег ноегью на отих предприятиях, так же как на совершенной машине, можно достигнуть лишь путем сочетания большой технологической производительности с высоким коэффициентом иепользо ания оборудования, который при непоерывном поток должен приближаться к единице. Это возможно лишь при наибольшем сокращении вспомогательного ьремени, затрачиваемого на «холостой ход*» поедлриятия, — доведении его до нули. Малейшее повышение времени простоев неминуемо приведет к сильному падению проектной производительности предприятие I. Подобно тому клк интенсификация режимов обработки на одной рабочей мишинс без соответствующего сокращения времени на холостые ходы не даст ощутительного пооышония производительности машины, а лишь приводит к пеоегрузке ее и к увеличению материальных затрат, точно так же интенсификация использования всего парки машин данного предприятия без ко ренного изменения условий работы — сокращения организационных потерь — не дает ожидаемого эффекта по увеличению темпа работы предприятия, а лишь приводит к перегрузке его, к дополнительным расходам по труду, энергии и другим. Здесь, как и при рабочой машине с высокой технологической производительностью, основное внимани) должно быть уделено вспомогательным — «хо-лос.мм ходам.» пр дпри ггич, борьбе с простоями, правильной ооганизаиии производств, созданию железной производственной и трудовой дисциплины. Производственный график ритмичной работы, доведенный до каждого ра5оч." -о места, является законом социалистического предприяти I. Обаспе-* >ние выполнения и перевыполнения этого графика на каждой проипвоя-стьенной операции при высоком качестве ыпускаемой продукции — основная зедача работников промышленногти. Подобно тому как развитие рабочих машин идет по линии увеличения их технологической производительности, сокращения холостых ходоы и вне циклопы* потерь, что приводит, в конечном < ч iTu, к аьтомьтич. скей рабочей машине, так и соиершенствование пр< дприя-тия идет по линии сокриЩ! !ия непро-И31ОДИТ.!льных пот. рь УС« X видов и к повышению его производственной мощности. Наиболее совершенным предприятием являптся такое, в котором обеспечены строгий производственный ритм и минимальные потерь. Высша > < туп. нь автоматизации — создание завода-автомати, в котором понятие гигантской автоматической рабочей машины и полностью автоматизированного предприятия сливается в единое целое — в автоматическую систему машин. Научно обобщая опыт новаторов производства, мы ьоочию убеждаемся, что новаторы всех отраслей промышленности подчиняют все элемс -гты рабочего процесс I единой комплексной задаче — у-еличеьию произьодитель-ь ости своего труда путем повышения производительности эксплуатируемых имч машин. В работе каждого из них мы находим подл. >рждение правильности основных положений теории производительности, общей для всех отраслей произведем а. Таким образом, как опыт новаторов, так и наука об автоматах подводят нас вплотную к разработке общей длз всех машин различного назначения комплексной т< ории эксплуатации и проектирование машин и агрегатои Создание -такой комплексной теории позволит подчинить решение любой частной проблемы с ш~ч задаче — повышению произюдительностк труда. Ни одна наука не стоит на месте. Она непрерывно развивается, обобщай ценное и отметая ненужное и второстепенное. Настила пора больших научных обобщений. Необходимо отм сти и все ложное, гсевдонаучнее, что преграждает пуля- развития настоящей науки. Н< об ходимо уже теперь выделить то главное, решающее, что достигнуто нашей наукой об автоматах, и смело внедрять эти достижения во вс» отрасли промышленногти для резкого по< ышения производительности труда. 6 |








