Техника - молодёжи 1957-05, страница 7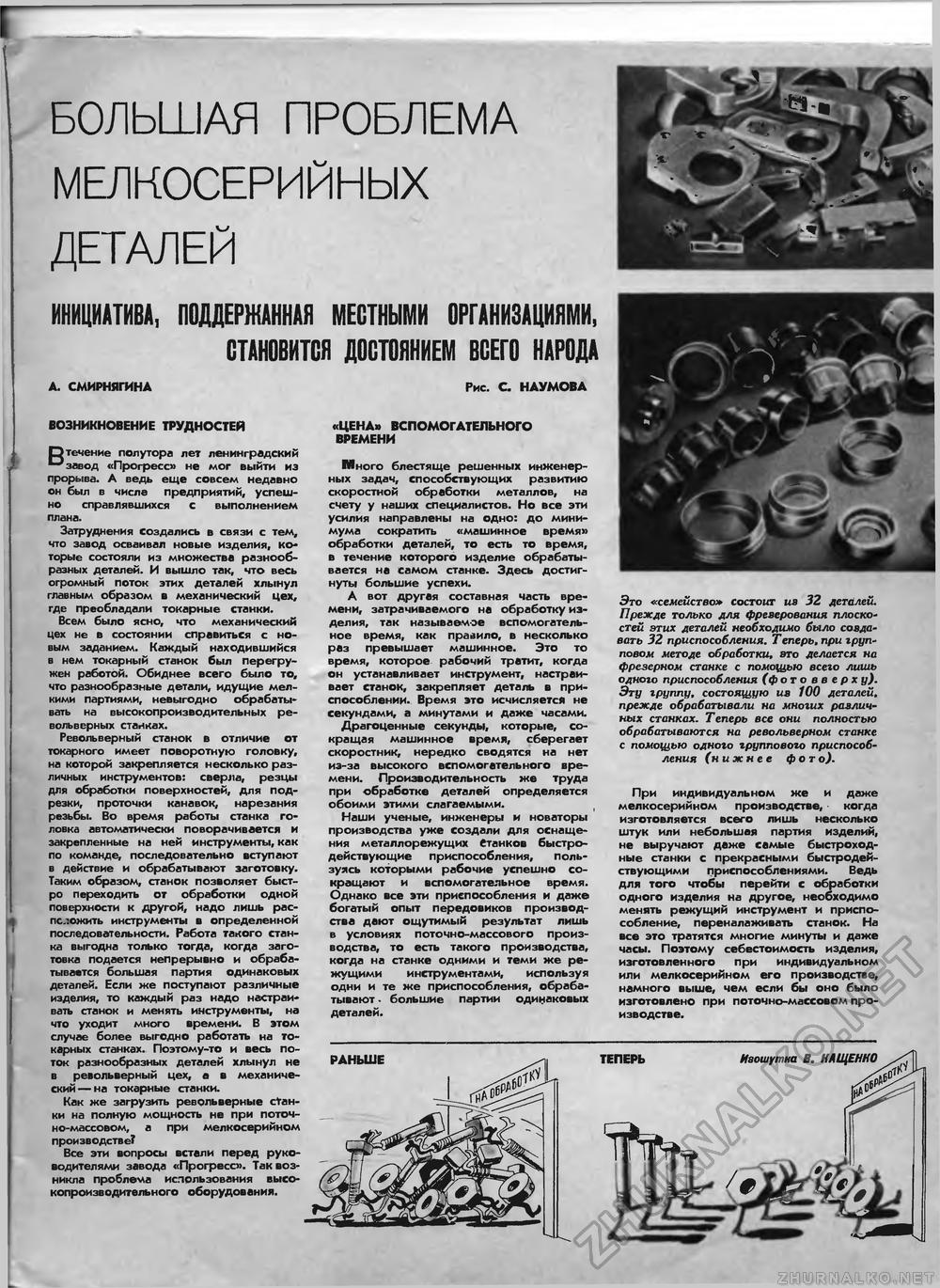
БОЛЬШАЯ ПРОБЛЕМА МЕЛКОСЕРИЙНЫХ ДЕТАЛЕЙ ИНИЦИАТИВА, ПОДДЕРЖАННАЯ МЕСТНЫМИ ОРГАНИЗАЦИЯМИ, СТАНОВИТСЯ ДОСТОЯНИЕМ ВСЕГО НАРОДА А. СМИРНЯГИНА ВОЗНИКНОВЕНИЕ ТРУДНОСТЕЙ D течение полутора лет ленинградский завод «Прогресс» не мог выйти из прорыва. А ведь еще совсем недавно он был в числе предприятий, успешно справлявшихся с выполнением плана. Затруднения создались в связи с тем, что завод осваивал новые изделия, ко* торые состояли из множества разнообразных деталей. И вышло так, что весь огромный поток этих деталей хлынул главным образом в механический цех, где преобладали токарные станки. Всем было ясно, что механический цех не в состоянии справиться с новым заданием. Каждый находившийся в нем токарный станок был перегружен работой. Обиднее всего было то, что разнообразные детали, идущие мелкими партиями, невыгодно обрабатывать на высокопроизводительных револьверных станках. Револьверный станок в отличие от токарного имеет поворотную головку, на которой закрепляется несколько различных инструментов: сверла, резцы для обработки поверхностей, для подрезки, проточки канавок, нарезания резьбы. Во время работы станка головка автоматически поворачивается и закрепленные на ней инструменты, как по команде, последовательно вступают в действие и обрабатывают заготовку. Таким образом, станок позволяет быстро переходить от обработки одной поверхности к другой, надо лишь рас-псложить инструменты в определенной последовательности. Работа такого станка выгодна только тогда, когда заготовка подается непрерывно и обрабатывается большая партия одинаковых деталей. Если же поступают различные изделия, то каждый раз надо настраивать станок и менять инструменты, на что уходит много времени. В этом случае более выгодно работать на токарных станках. Поэтому-то и весь поток разнообразных деталей хлынул не в револьверный цех, а в механический— на токарные станки. Как же загрузить револьверные сТан-ки на полную мощность не при поточно-массовом, а при мелкосерийном производстве? Все эти вопросы встали перед руководителями завода «Прогресс». Так возникла проблема использования высокопроизводительного оборудования. Рис. С. НАУМОВА «ЦЕНА» ВСПОМОГАТЕЛЬНОГО ВРЕМЕНИ Много блестяще решенных инженерных задач, способствующих развитию скоростной обработки металлов, на счету у наших специалистов. Но все эти усилия направлены на одно: до минимума сократить «машинное время» обработки деталей, то есть то время, в течение которого изделие обрабатывается на самом станке. Здесь достигнуты большие успехи. А вот другая составная часть времени, затрачиваемого на обработку изделия, так называемое вспомогательное время, как правило, в несколько раз превышает машинное. Это то время, которое рабочий тратит, когда он устанавливает инструмент, настраивает станок, закрепляет деталь в приспособлении. Время это исчисляется не секундами, а минутами и даже часами. Драгоценные секунды, которые, сокращая машинное время, сберегает скоростник, нередко сводятся на нет из-за высокого вспомогательного времени. Производительность же труда при обработке деталей определяется обоими этими слагаемыми. Наши ученые, инженеры и новаторы производства уже создали для оснащения металлорежущих Станков быстродействующие приспособления, пользуясь которыми рабочие успешно сокращают и вспомогательное время. Однако все эти приспособления и даже богатый опыт передовиков производства дают ощутимый результат лишь в условиях поточно-массового производства, то есть такого производства, когда на станке одними и теми же режущими инструментами, используя одни и те же приспособления, обрабатывают- большие партии одинаковых деталей. Это «семейство» состоит из 32 деталей. Прежде только для фрезерования плоскостей этих деталей необходимо было создавать 32 приспособления. Теперь, при групповом методе обработки, это делается на фрезерном станке с помощью всего лишь одного приспособления (ф ото вверх у). Эту группу, состоящую из 100 деталей, прежде обрабатывали на многих различных станках. Теперь все они полностью обрабатываются на револьверном станке с помощью одного группового приспособления (нижнее фот о). При индивидуальном же и даже мелкосерийном производстве, когда изготовляется всего лишь несколько штук или небольшая партия изделий, не выручают даже самые быстроходные станки с прекрасными быстродействующими приспособлениями. Ведь для того чтобы перейти с обработки одного изделия на другое, необходимо менять режущий инструмент и приспособление, переналаживать станок. На все это тратятся многие минуты и даже часы. Поэтому себестоимость изделия, изготовленного при индивидуальном или мелкосерийном его производстве, намного выше, чем если бы оно было изготовлено при поточно-массовом производстве. РАНЬШЕ ТЕПЕРЬ Иаошушна В. КАЩЕНИО $ |








