Техника - молодёжи 1960-06, страница 38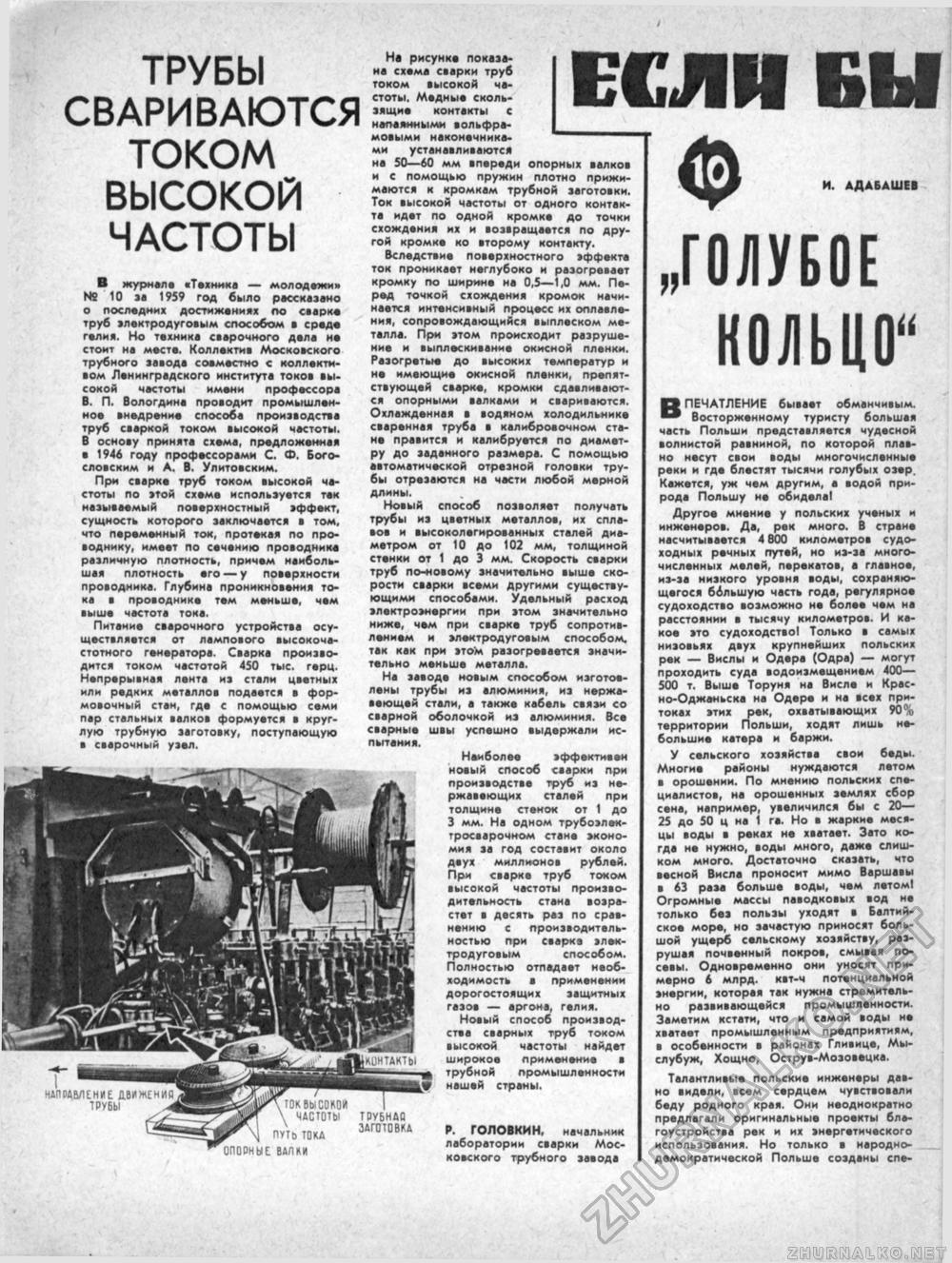
ТРУБЫ СВАРИВАЮТСЯ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ В журнале «Техника — молодежи» № 10 эа 1959 год было рассказано о последних достижениях по сварке труб электродугоаым способом а средо гелия. Ко техника сварочного дела но стоит на моста. Коллектив Московского трубного завода совместно с коллективом Ленинградского института токов высокой частоты имени профессора В. П. Вологдииа проводит промышленное внедрение способа производства труб сваркой током высокой частоты. В основу принята схема, предложенная в 1946 году профессорами С. Ф. Богословским и А. В. Улитовским. При сварке труб током высокой частоты по этой схеме используется тек называемый поверхностный эффект, сущность которого заключается в том, что паремонный ток, протекая по проводнику, имеет no сечению проводнике различную плотность, причем наибольшая плотность его — у поверхности проводника. Глубина проникновения тока в проводнике тем меньше, чем выше частота тока. Питание сварочного устройства осуществляется от лампового высокочастотного генератора. Сварка производится током частотой 450 тыс. герц. Непрерывная лента иэ стали цветных или редких металлов подается в формовочный стан, где с помощью семи пар стальных валков формуется в круглую трубную заготовку, поступающую в сварочный узел. направление движения трубы Не рисунке показана схема сварки труб током высокой частоты. Медные скользящие контакты с напаянными вольфрамовыми наконечниками устанавливаются на 50—60 мм впареди опорных валков и с помощью пружин плотно прижимаются к кромкам трубной заготовки. Ток высокой частоты от одного контакта идат по одной кромке до точки схождения их и возвращавтся по другой кромке ко второму контакту. Вследствие поверхностного эффекте ток проникает неглубоко и разогревает кромку по ширине на 0,5—1,0 мм. Перед точкой схождения кромок начинается интенсивный процесс их оплавления, сопровождающийся выплеском металла. При этом происходит разрушение и выплескивание окисной пленки. Разогретые до высоких температур и не имеющие окисной пленки, препятствующей сварке, кромки сдавливаются опорными валками и свариваются. Охлажденная в водяном холодильнике сваренная труба в калибровочном стане правится и калибруется по диаметру до заданного размера. С помощью автоматической отрезной головки трубы отрезаются на части любой мерной длины. Новый способ позволяет получать трубы из цветных металлов, их сплавов и высоколегированных сталей див-метром от 10 до 102 мм, толщиной стенки от 1 до 3 мм. Скорость сварки труб по-новому значительно выше скорости сварки всеми другими существующими способеми. Удельный расход электроэнергии при этом значительно ниже, чем при сверке труб сопротивлением и электрод угоеым способом, так как при этом разогревается значительно меньше металла. На заводе новым способом изготовлены трубы из алюминия, иэ нержавеющей стали, а также кабель связи со сварной оболочкой из алюминия. Все сварные швы успешно выдержали испытания. Наиболее эффективен новый способ сверки при производстве труб иэ нержавеющих сталей при толщине стенок от 1 до 3 мм. На одном трубоэлек-тросаарочном стана экономия за год составит около двух миллионов рублей. При сварке труб током высокой частоты производительность стана возрастет в десять раз по сравнению с производительностью при сварка электродуговым способом. Полностью отпадает необходимость а применении дорогостоящих защитных газов — аргона, гелия. Новый способ производства сварных труб током высокой частоты найдет широкое применение в трубной промышленности нашей страны. ЕСЛИ ТОК ВЫСОКОЙ ч ЧАСТОТЫ ТРУБНАО \ ПУТЬ ТОКА ЗАГ0Т0Ш ОПОРНЫЕ ВАЛКИ Р. ГОЛОВКИН, начальник лаборатории сварки Московского трубного завода И. АДАБАШЕВ „ГОЛУБОЕ КОЛЬЦО" ВПЕЧАТЛЕНИЕ бывает обманчивым. Восторженному туристу большея часть Польши представляется чудесной волнистой равниной, по которой плавно несут свои воды многочисленные реки и где блестят тысячи голубых озер. Кажется, уж чем другим, а водой природе Польшу не обидела! Другое мнение у польских ученых и инженеров. Дв, рек много. В стране насчитывается 4 800 километров судоходных речных путей, но из-за многочисленных мелей, перекатов, а главное, из-за низкого уровня воды, сохраняю-щегося ббльшую часть года, регулярное судоходство возможно ие более чем на расстоянии в тысячу километров. И какое это судоходство! Только в самых низовьях двух крупнейших польских рек — Вислы и Одера (Одра) — могут проходить суда водоизмещением 400— 500 т. Выше Торуня не Висла и Крас-но-Оджаньска на Одере и на всех притоках этих рек, охватывающих 90% территории Польши, ходят лишь небольшие катера и баржи. У сельского хозяйстве свои беды. Многие районы нуждаются летом в орошении. По мнению польских специалистов, на орошенных землях сбор сене, например, увеличился бы с 20— 25 до 50 ц не 1 га. Но в жаркие месяцы воды в реках не хватает. Зато когда не нужно, воды много, даже слишком много. Достаточно сказать, что весной Висла проносит мимо Варшавы в 63 раза больше воды, чем летом! Огромные массы паводковых вод не только без пользы уходят в Балтийское море, но зачастую приносят большой ущерб сельскому хозяйству, разрушая почвенный покров, смывая посевы. Одновременно они уносят примерно 6 млрд. квт-ч потенциальной энергии, которая так нужна стремительно развивающейся промышленности. Заметим кстати, что и самой воды не хватает промышленным предприятиям, в особенности в районах Глнвице, Мы-слубуж, Хощно, Острув-Мозовецка. Талантливые польские инженеры давно видели, всем сердцем чувствовали беду родного края. Они неоднокрвтно предлагали оригинальные проекты благоустройства рек и их энергетического использования. Но только в народно-демократической Польше созданы спе- |








