Техника - молодёжи 1964-09, страница 14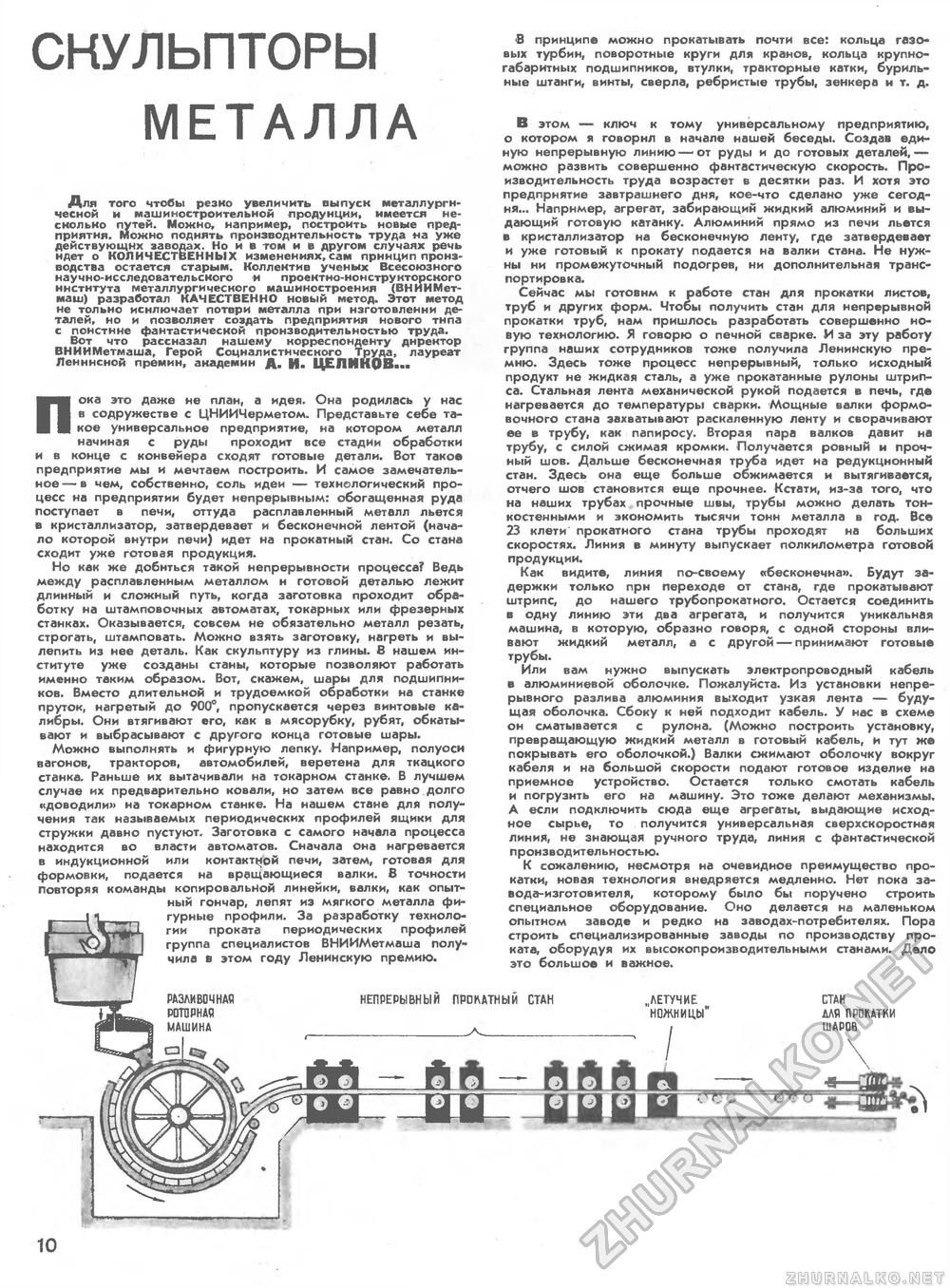
СКУЛЬПТОРЫ МЕТАЛЛАДля того чтобы резко увеличить выпуск металлургической и машиностроительной лродунции, имеется несколько путей. Можно, например, построить новые предприятия. Можно поднять производительность труда на уже действующих заводах. Но и в том и в другом случаях речь идет о КОЛИЧЕСТВЕННЫХ изменениях, сам принцип производства остается старым. Коллектив ученых Всесоюзного научно-исследовательского и проектно-нонструнторского института металлургического машиностроения (ВНИИМет-маш) разработал КАЧЕСТВЕННО новый метод. Этот метод не только исключает потери металла при изготовлении деталей, но и позволяет создать предприятия нового типа с поистине фантастической производительностью труда. Вот что рассназал нашему корреспонденту директор ВНИИМетмаша, Герой Социалистического Труда, лауреат Ленннсной премии, академии Д. Ц. ЦЕЛИКОВ.. п ока это даже не план, а идея. Она родилась у нас в содружестве с ЦНИИЧерметом. Представьте себе такое универсальное предприятие, на котором металл начиная с руды проходит все стадии обработки и в конце с конвейера сходят готовые детали. Вот такое предприятие мы и мечтаем построить. И самое замечательное— в чем, собственно, соль идеи — технологический процесс на предприятии будет непрерывным: обогащенная руда поступает в печи, оттуда расплавленный металл льется в кристаллизатор, затвердевает и бесконечной лентой (начало которой внутри печи) идет на прокатный стан. Со стана сходит уже готовая продукция. Но как же добиться такой непрерывности процесса? Ведь между расплавленным металлом н готовой деталью лежит длинный и сложный путь, когда заготовка проходит обработку на штамповочных автоматах, токарных или фрезерных станках. Оказывается, совсем не обязательно металл резать, строгать, штамповать. Можно взять заготовку, нагреть и вылепить из нее деталь. Как скульптуру из глины. 8 нашем институте уже созданы станы, которые позволяют работать именно таким образом. Вот, скажем, шары для подшипников. Вместо длительной и трудоемкой обработки на станке пруток, нагретый до 900°, пропускается через винтовые калибры. Они втягивают его, как в мясорубку, рубят, обкатывают и выбрасывают с другого конца готовые шары. Можно выполнять и фигурную лепку. Например, полуоси вагонов, тракторов, автомобилей, веретена для ткацкого станка. Раньше их вытачивали на токарном станке. В лучшем случае их предварительно ковали, но затем все равно долго «доводили» на токарном станке. На нашем стане для получения так называемых периодических профилей ящики для стружки давно пустуют. Заготовка с самого начала процесса находится во власти автоматов. Сначала она нагревается в индукционной или контактной печи, затем, готовая для формовки, подается на вращающиеся валки. В точности повторяя команды копировальной линейки, валки, как опытный гончар, лепят из мягкого металла фигурные профили. За разработку технологии проката периодических профилей группа специалистов ВНИИМетмаша получила в этом году Ленинскую премию. В принципе можно прокатывать почти все: кольца газовых турбин, поворотные круги для кранов, кольца крупногабаритных подшипников, втулки, тракторные катки, бурильные штанги, винты, сверла, ребристые трубы, зенкера и т. д. В этом — ключ к тому универсальному предприятию, о котором я говорил начале нашей беседы. Создав единую непрерывную линию — от руды и до готовых деталей, — можно развить совершенно фантастическую скорость. Производительность труда возрастет в десятки раз. И хотя это предприятие завтрашнего дня, кое-что сделано уже сегодня... Например, агрегат, забирающий жидкий алюминий и выдающий готовую катанку. Алюминий прямо из печи льется в кристаллизатор на бесконечную ленту, где затвердевает и уже готовый к прокату подается на валки стана. Не нужны ни промежуточный подогрев, ни дополнительная транспортировка. Сейчас мы готовим к работе стан для прокатки листов, труб и других форм. Чтобы получить стан для непрерывной прокатки труб, нам пришлось разработать совершенно новую технологию. Я говорю о печной сварке. И за эту работу группа наших сотрудников тоже получила Ленинскую премию. Здесь тоже процесс непрерывный, только исходный продукт не жидкая сталь, а уже прокатанные рулоны штрип-са. Стальная лента механической рукой подается в печь, где нагревается до температуры сварки. Мощные валки формовочного стана захватывают раскаленную ленту и сворачивают ее в трубу, как папиросу. Вторая пара валков давит на трубу, с силой сжимая кромки. Получается ровный и прочный шов. Дальше бесконечная труба идет на редукционный стан. Здесь она еще больше обжимается и вытягивается, отчего шов становится еще прочнее. Кстати, из-за того, что на наших трубах прочные швы, трубы можно делать тонкостенными и экономить тысячи тонн металла в год. Все 23 клети прокатного стана трубы проходят на больших скоростях. Линия в минуту выпускает полкилометра готовой продукции. Как видите, линия по-своему «бесконечна». Будут задержки только прн переходе от стана, где прокатывают штрипс, до нашего трубопрокатного. Остается соединить в одну линию эти два агрегата, и получится уникальная машина, в которую, образно говоря, с одной стороны вливают жидкий металл, а с другой — принимают готовые трубы. Или вам нужно выпускать электропроводный кабель в алюминиевой оболочке. Пожалуйста. Из установки непрерывного разлива алюминия выходит узкая лента — будущая оболочка. Сбоку к ней подходит кабель. У нас в схеме он сматывается с рулона. (Можно построить установку, превращающую жидкий металл в готовый кабель, и тут же покрывать его оболочкой.) Валки сжимают оболочку вокруг кабеля и на большой скорости подают готовое изделие на приемное устройство. Остается только смотать кабель и погрузить его на машину. Это тоже делают механизмы. А если подключить сюда еще агрегаты, выдающие исходное сырье, то получится универсальная сверхскоростная линия, не знающая ручного труда, линия с фантастической производительностью. К сожалению, несмотря на очевидное преимущество прокатки, новая технология внедряется медленно. Нет пока завода-изготовителя, которому было бы поручено строить специальное оборудование. Оно делается на маленьком опытном заводе и редко на заводах-потребителях. Пора строить специализированные заводы по производству проката, оборудуя их высокопроизводительными станами. Дело это большое и важное. непрерывный прокатный стан „ЛЕТУЧИЕ ножницы" стан т прштки шаров to |








