Техника - молодёжи 1967-03, страница 23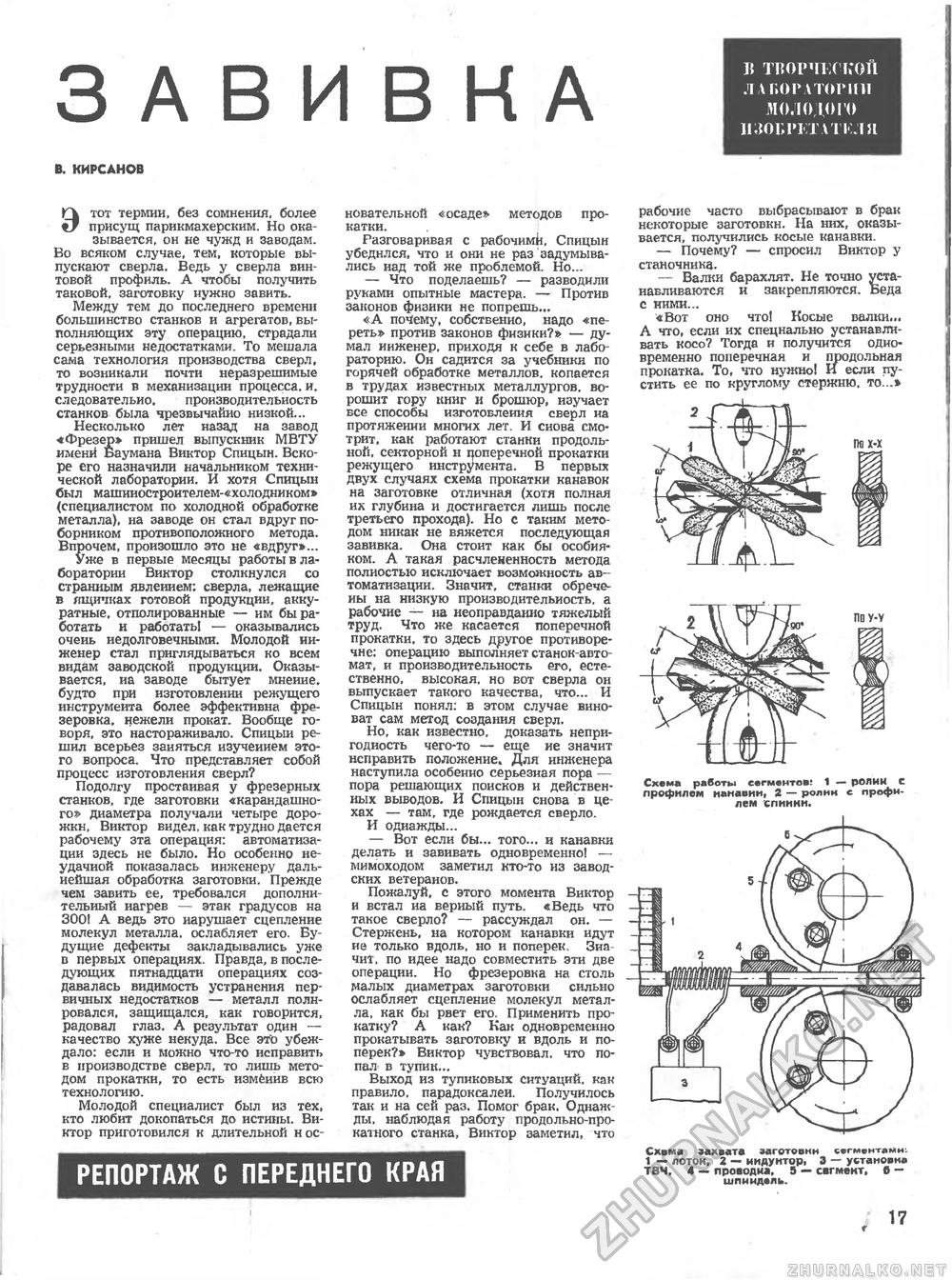
It ТВОРЧЕСКОЙ ЛЛГЩРЛТОГИМ молодого ишычтлii.iH ЗАВИВКА В. КИРСАНОВ Этот термин, без сомнения, более присущ парикмахерским. Но оказывается, он не чужд и заводам. Во всяком случае, тем, которые выпускают сверла. Ведь у сверла винтовой профиль. А чтобы получить таковой, заготовку нужно завить. Между тем до последнего времени большинство станков и агрегатов, выполняющих эту операцию, страдали серьезными недостатками. То мешала сама технология производства сверл, то возникали почти неразрешимые трудности в механизации процесса, и, следовательно, производительность станков была чрезвычайно низкой... Несколько лет назад на завод ■«Фрезер» пришел выпускник МВТУ именй Баумана Виктор Спицын. Вскоре его назначили начальником технической лаборатории. И хотя Спицын был машиностроителем-«холодником» (специалистом по холодной обработке металла), на заводе он стал вдруг поборником противоположного метода. Впрочем, произошло это не «вдруг»... Уже в первые месяцы работы в лаборатории Виктор столкнулся со странным явлением: сверла, лежащие в ящичках готовой продукции, аккуратные, отполированные — им выработать и работать! — оказывались очень недолговечными. Молодой инженер стал приглядываться ко всем видам заводской продукции. Оказывается, иа заводе бытует мнение, будто при изготовлении режущего инструмента более эффективна фрезеровка, нежели прокат. Вообще говоря, это настораживало. Спицын решил всерьез заняться изучением этого вопроса. Что представляет собой процесс изготовления сверл? Подолгу простаивая у фрезерных станков, где заготовки «карандашного» диаметра получали четыре доро-жкн, Виктор видел, как трудно дается рабочему зта операция: автоматизации здесь не было. Но особенно неудачной показалась инженеру дальнейшая обработка заготовки. Прежде чем завить ее, требовался дополнительный нагрев — этак градусов на 300! А ведь это нарушает сцепление молекул металла, ослабляет его. Будущие дефекты закладывались уже в первых операциях. Правда, в последующих пятнадцати операциях создавалась видимость устранения первичных недостатков — металл полировался, защищался, как говорится, радовал глаз. А результат один — качество хуже некуда. Все это убеждало: если и можно что-то исправить в производстве сверл, то лишь методом прокатки, то есть измёиив всю технологию. Молодой специалист был из тех, кто любит докопаться до истины. Виктор приготовился к длительной н ос новательной «осаде» методов прокатки. Разговаривая с рабочимй, Спицын убедился, что и они не раз задумывались над той же проблемой. Но... — Что поделаешь? — разводили руками опытные мастера. — Против законов физики не попрешь... «А почему, собственно, надо «переть» против законов физики?» — думал инженер, приходя к себе в лабораторию. Он садится за учебники по горячей обработке металлов, копается в трудах известных металлургов, ворошит гору книг и брошюр, изучает все способы изготовления сверл иа протяжении многих лет. И снова смотрит, как работают станки продольной, секторной н цоперечной прокатки режущего инструмента. В первых двух случаях схема прокатки канавок на заготовке отличная (хотя полная их глубина и достигается лишь после третьего прохода). Но с таким методом никак не вяжется последующая завивка. Она стоит как бы особняком. А такая расчлененность метода полностью исключает возможность автоматизации. Значит, станки обречены на низкую производительность, а рабочие — на неоправданно тяжелый ТРУД- Что же касается поперечной прокатки, то здесь другое противоречие: операцию выполняет станок-авто-мат, и производительность его, естественно, высокая, но вот сверла он выпускает такого качества, что... И Спицын понял: в этом случае виноват сам метод создания сверл. Но, как известно, доказать непригодность чего-то — еще не значит исправить положение. Для инженера наступила особенно серьезная пора — пора решающих поисков и действенных выводов. И Спицын снова в цехах — там, где рождается сверло. И однажды... — Вот если бы... того... и канавки делать и завивать одновременно! — мимоходом заметил кто-то из заводских ветеранов. Пожалуй, с этого момента Виктор и встал иа верный путь. «Ведь что такое сверло? — рассуждал он. — Стержень, на котором канавки идут не только вдоль, но и поперек Значит по идее надо совместить эти две операции. Но фрезеровка на столь малых диаметрах заготовки сильно ослабляет сцепление молекул металла, как бы рвет его. Применить прокатку? А как? Как одновременно прокатывать заготовку и вдоль и поперек?» Виктор чувствовал, что попал в тупик... Выход из тупиковых ситуаций, как правило, парадоксален. Получилось так и на сей раз. Помог брак. Однажды. наблюдая работу продольно-прокатного станка, Виктор заметил, что рабочие часто выбрасывают в брак некоторые заготовки. На них, оказывается, получились косые канавки. — Почему? — спросил Виктор у станочника. — Валки барахлят. Не точно устанавливаются и закрепляются. Беда с ними... «Вот оно что! Косые валки... А что, если их специально устанавливать косо? Тогда и получится одновременно поперечная и продольная прокатка. То, что нужно! И если пустить ее по круглому стержню, то...» ПО х-х по y-v Схема работы сегментов! 1 — ролик с профилем ианавни, 2 — ролин с профилем спинки. Схема захвата заготовни игшитами: 1 — лотон, 2 — индуитор, Э — установка ТВЧ, 4 — проводи*. 5 — сегмент, б — шпиндель. РЕПОРТАЖ С ПЕРЕДНЕГО КРАЯ 23 |








