Техника - молодёжи 1980-01, страница 22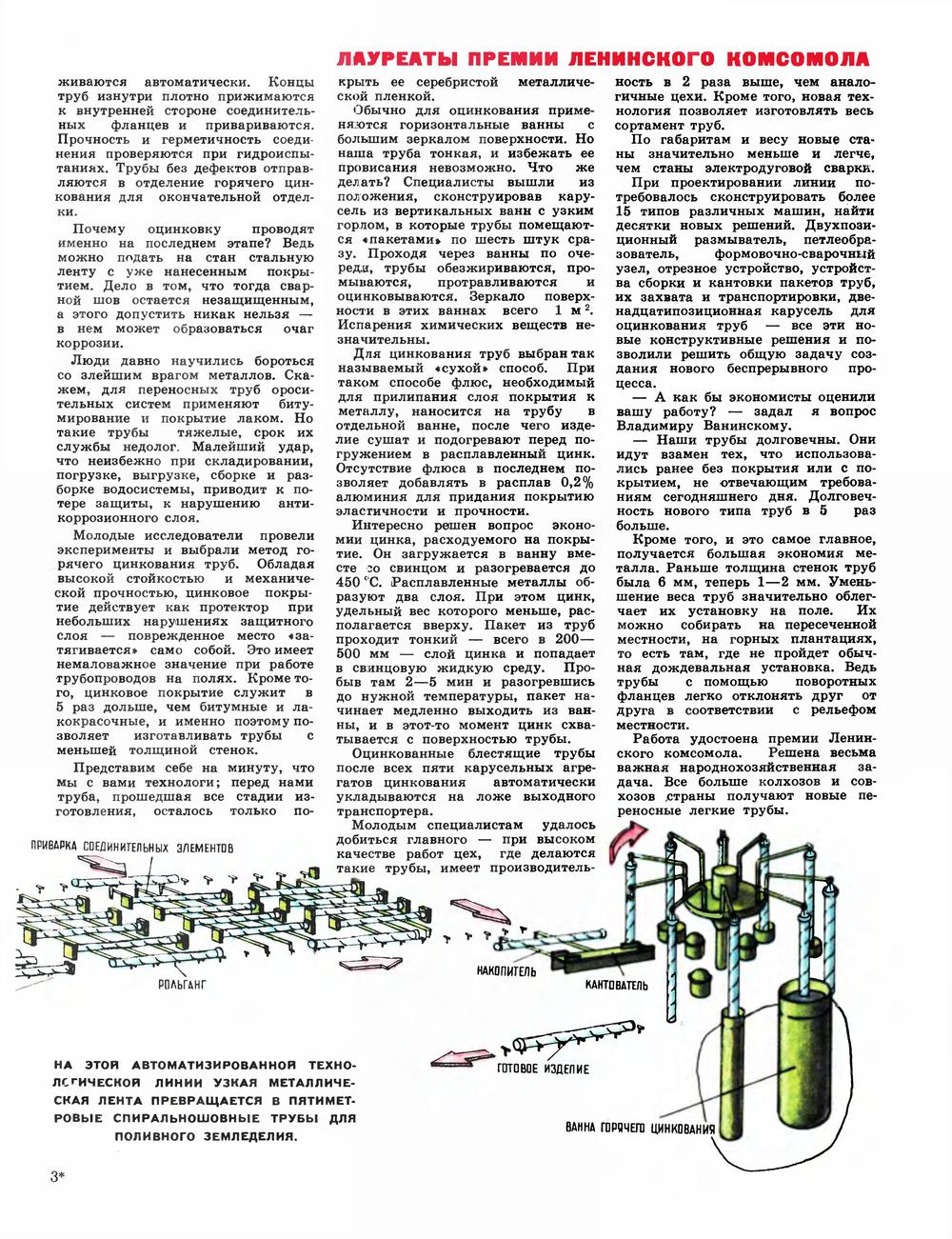
живаются автоматически. Концы труб изнутри плотно прижимаются к внутренней стороне соединительных фланцев и привариваются. Прочность и герметичность соединения проверяются при гидроиспытаниях. Трубы без дефектов отправляются в отделение горячего цинкования для окончательной отделки. Почему оцинковку проводят именно на последнем этапе? Ведь можно подать на стан стальную ленту с уже нанесенным покрытием. Дело в том, что тогда сварной шов остается незащищенным, а этого допустить никак нельзя — в нем может образоваться очаг коррозии. Люди давно научились бороться со злейшим врагом металлов. Скажем, для переносных труб оросительных систем применяют биту-мирование и покрытие лаком. Но такие трубы тяжелые, срок их службы недолог. Малейший удар, что неизбежно при складировании, погрузке, выгрузке, сборке и разборке водосистемы, приводит к потере защиты, к нарушению антикоррозионного слоя. Молодые исследователи провели эксперименты и выбрали метод горячего цинкования труб. Обладая высокой стойкостью и механической прочностью, цинковое покрытие действует как протектор при небольших нарушениях защитного слоя — поврежденное место «затягивается» само собой. Это имеет немаловажное значение при работе трубопроводов на полях. Кроме того, цинковое покрытие служит в 5 раз дольше, чем битумные и лакокрасочные, и именно поэтому позволяет изготавливать трубы с меньшей толщиной стенок. Представим себе на минуту, что мы с вами технологи; перед нами труба, прошедшая все стадии изготовления, осталось только по- ПРИВДРКА СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ ЛАУРЕАТЫ ПРЕМИИ ЛЕНИНСКОГО КОМСОМОЛА ность в 2 раза выше, чем аналогичные цехи. Кроме того, новая технология позволяет изготовлять весь сортамент труб. По габаритам и весу новые станы значительно меньше и легче, чем станы электродуговой сварки. При проектировании линии потребовалось сконструировать более 15 типов различных машин, найти десятки новых решений. Двухпози-ционный размыватель, петлеобра-зователь, формовочно-сварочный узел, отрезное устройство, устройства сборки и кантовки пакетоэ труб, их захвата и транспортировки, две-надцатипозиционная карусель для оцинкования труб — все эти новые конструктивные решения и позволили решить общую задачу создания нового беспрерывного процесса. — А как бы экономисты оценили вашу работу? — задал я вопрос Владимиру Ванинскому. — Наши трубы долговечны. Они идут взамен тех, что использовались ранее без покрытия или с покрытием, не отвечающим требованиям сегодняшнего дня. Долговечность нового типа труб в 5 раз больше. Кроме того, и это самое главное, получается большая экономия металла. Раньше толщина стенок труб была 6 мм, теперь 1—2 мм. Уменьшение веса труб значительно облегчает их установку на поле. Их можно собирать на пересеченной местности, на горных плантациях, то есть там, где не пройдет обычная дождевальная установка. Ведь трубы с помощью поворотных фланцев легко отклонять друг от друга в соответствии с рельефом местности. Работа удостоена премии Ленинского комсомола. Решена весьма важная народнохозяйственная задача. Все больше колхозов и совхозов страны получают новые переносные легкие трубы. крыть ее серебристой металлической пленкой. Обычно для оцинкования применяются горизонтальные ванны с большим зеркалом поверхности. Но наша труба тонкая, и избежать ее провисания невозможно. Что же делать? Специалисты вышли из положения, сконструировав карусель из вертикальных ванн с узким горлом, в которые трубы помещаются «пакетами» по шесть штук сразу. Проходя через ванны по очереди, трубы обезжириваются, промываются, протравливаются и оцинковываются. Зеркало поверхности в этих ваннах всего 1м2. Испарения химических веществ незначительны. Для цинкования труб выбран так называемый «сухой» способ. При таком способе флюс, необходимый для прилипания слоя покрытия к металлу, наносится на трубу в отдельной ванне, после чего изделие сушат и подогревают перед погружением в расплавленный цинк. Отсутствие флюса в последнем позволяет добавлять в расплав 0,2% алюминия для придания покрытию эластичности и прочности. Интересно решен вопрос экономии цинка, расходуемого на покрытие. Он загружается в ванну вместе го свинцом и разогревается до 450 °С. Расплавленные металлы образуют два слоя. При этом цинк, удельный вес которого меньше, располагается вверху. Пакет из труб проходит тонкий — всего в 200— 500 мм — слой цинка и попадает в свинцовую жидкую среду. Пробыв там 2—5 мин и разогревшись до нужной температуры, пакет начинает медленно выходить из ванны, и в этот-то момент цинк схватывается с поверхностью трубы. Оцинкованные блестящие трубы после всех пяти карусельных агрегатов цинкования автоматически укладываются на ложе выходного транспортера. Молодым специалистам удалось добиться главного — при высоком качестве работ цех, где делаются такие трубы, имеет производитель- РОЛЬГАНГ НА ЭТОЙ АВТОМАТИЗИРОВАННОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ УЗКАЯ МЕТАЛЛИЧЕСКАЯ ЛЕНТА ПРЕВРАЩАЕТСЯ В ПЯТИМЕТРОВЫЕ СПИРАЛЬНОШОВНЫЕ ТРУБЫ ДЛЯ ПОЛИВНОГО ЗЕМЛЕДЕЛИЯ. 3* |








