Техника - молодёжи 1987-05, страница 6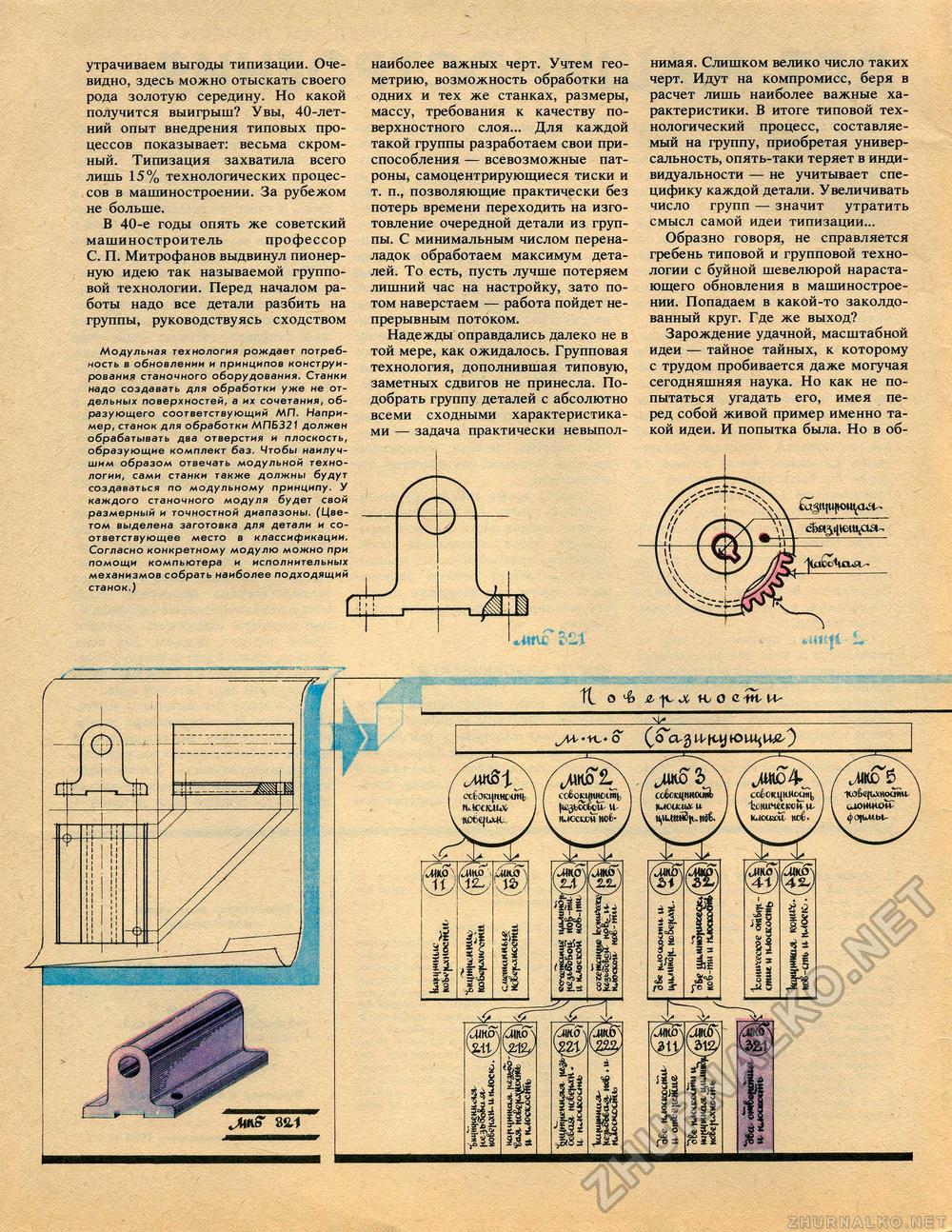
утрачиваем выгоды типизации. Очевидно, здесь можно отыскать своего рода золотую середину. Но какой получится выигрыш? Увы, 40-летний опыт внедрения типовых процессов показывает: весьма скромный. Типизация захватила всего лишь 15% технологических процессов в машиностроении. За рубежом не больше. В 40-е годы опять же советский машиностроитель профессор С. П. Митрофанов выдвинул пионерную идею так называемой групповой технологии. Перед началом работы надо все детали разбить на группы, руководствуясь сходством Модульная технология рождает потребность в обновлении и принципов конструирования станочного оборудования. Станки надо создавать для обработки уже не отдельных поверхностей, а их сочетания, образующего соответствующий МП. Например, станок для обработки МПБ321 должен обрабатывать два отверстия и плоскость, образующие комплект баз. Чтобы наилучшим образом отвечать модульной технологии, сами станки также должны будут создаваться по модульному принципу. У каждого станочного модуля будет свой размерный и точностной диапазоны. (Цветом выделена заготовка для детали и соответствующее место в классификации. Согласно конкретному модулю можно при помощи компьютера и исполнительных механизмов собрать наиболее подходящий станок.) наиболее важных черт. Учтем геометрию, возможность обработки на одних и тех же станках, размеры, массу, требования к качеству поверхностного слоя... Для каждой такой группы разработаем свои приспособления — всевозможные патроны, самоцентрирующиеся тиски и т. п., позволяющие практически без потерь времени переходить на изготовление очередной детали из группы. С минимальным числом переналадок обработаем максимум деталей. То есть, пусть лучше потеряем лишний час на настройку, зато потом наверстаем — работа пойдет непрерывным потоком. Надежды оправдались далеко не в той мере, как ожидалось. Групповая технология, дополнившая типовую, заметных сдвигов не принесла. Подобрать группу деталей с абсолютно всеми сходными характеристиками — задача практически невыпол нимая. Слишком велико число таких черт. Идут на компромисс, беря в расчет лишь наиболее важные характеристики. В итоге типовой технологический процесс, составляемый на группу, приобретая универсальность, опять-таки теряет в индивидуальности — не учитывает специфику каждой детали. Увеличивать число групп — значит утратить смысл самой идеи типизации... Образно говоря, не справляется гребень типовой и групповой технологии с буйной шевелюрой нарастающего обновления в машиностроении. Попадаем в какой-то заколдованный круг. Где же выход? Зарождение удачной, масштабной идеи — тайное тайных, к которому с трудом пробивается даже могучая сегодняшняя наука. Но как не попытаться угадать его, имея перед собой живой пример именно такой идеи. И попытка была. Но в об- Ц о H/Ocm-U'
/ ecfoctinHcwffb | [ ссйокцпясига), IUICCfUW<. j 1 t^&iejt и . notitfuto. 1 V luccanfttofc-
|








