Техника - молодёжи 1997-08, страница 5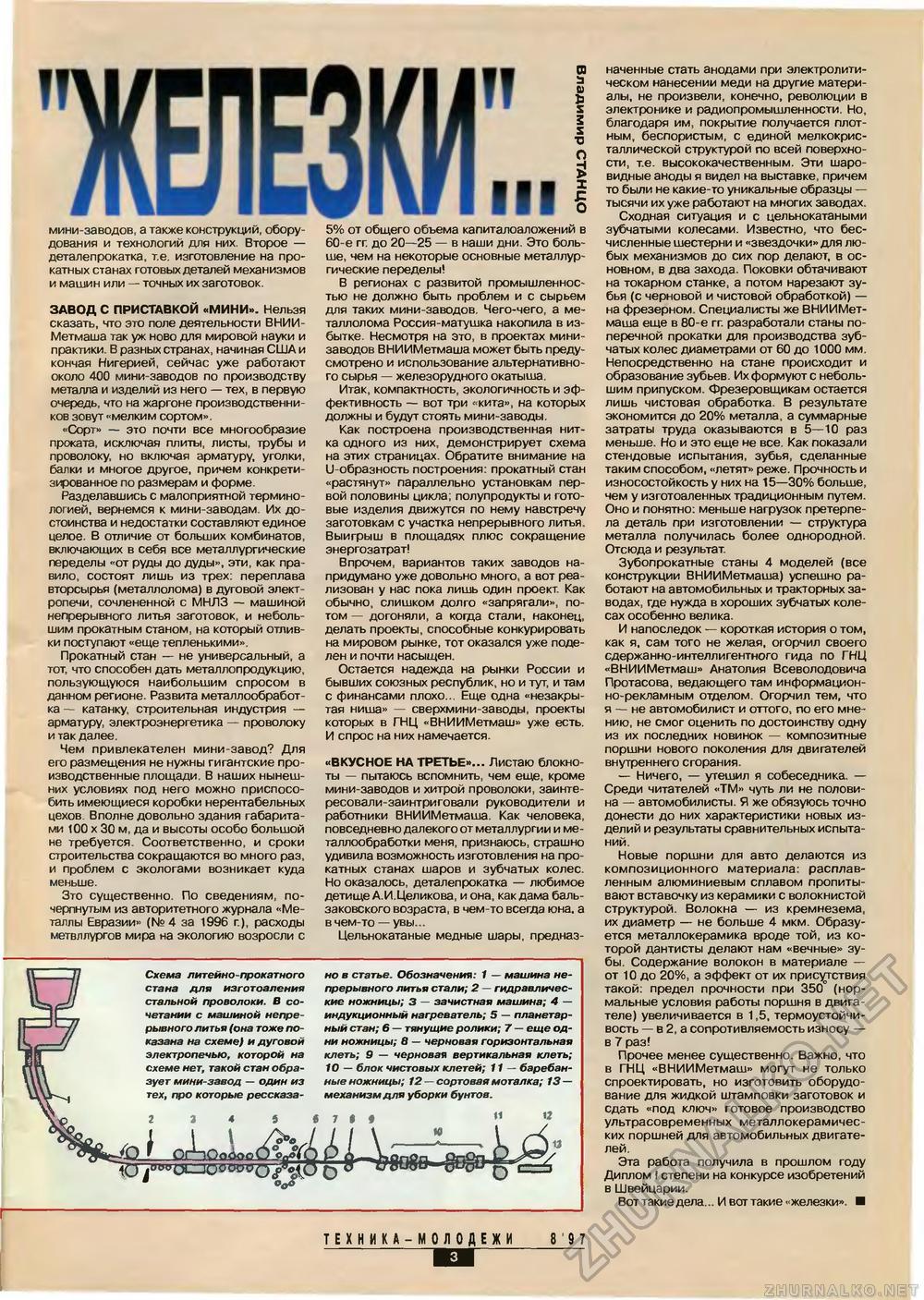
"ЖЕЛЕЗКИ:.. I мини-заводов, а также конструкций, оборудования и технологий для них. Второе — деталепрокатка, т.е. изготовление на прокатных станах готовых деталей механизмов и машин или — точных их заготовок. ЗАВОД С ПРИСТАВКОЙ «МИНИ». Нельзя сказать, что это поле деятельности ВНИИМетмаша так уж ново для мировой науки и практики. В разных странах, начиная США и кончая Нигерией, сейчас уже работают около 400 мини-заводов по производству металла и изделий из него — тех, в первую очередь, что на жаргоне производственников зовут «мелким сортом». «Сорт» — это почти все многообразие проката, исключая плиты, листы, трубы и проволоку, но включая арматуру, уголки, балки и многое другое, причем конкретизированное по размерам и форме. Разделавшись с малоприятной термино-ло ией, вернемся к мини-заводам. Их достоинства и недостатки составляют единое целое. В отличие от больших комбинатов, включающих в себя все металлургические переделы «от руды до дуды», эти, как правило, состоят лишь из трех: переплава вторсырья (металлолома) в дуговой электропечи, сочлененной с МНЛЗ — машиной непрерывного литья заготовок, и небольшим прокатным станом, на который отлив ки поступают «еще тепленькими». Прокатный стан — не универсальный, а тот, что способен дать металлопродукцию, пользующуюся наибольшим спросом в данном регионе. Развита металлообработка — катанку, строительная индустрия — арматуру, электроэнергетика — проволоку и так далее. Чем привлекателен мини-завод? Для его размещения не нужны гигантские производственные площади. В наших нынешних условиях под него можно приспособить имеющиеся коробки нерентабельных цехов. Вполне довольно здания габаритами 100 х 30 м, да и высоты особо большой не требуется. Соответственно, и сроки строительства сокращаются во много раз, и проблем с экологами возникает куда м ньше. Зто существенно. По сведениям, почерпнутым из авторитетного журнала «Металлы Евразии» (№ 4 за 1996 г.), расходы метвллургов мира на экологию возросли с 5% от общего объема капиталовложений в 60-е гг. до 20—25 — в наши дни. Это больше, чем на некоторые основные металлургические переделы! В регионах с развитой промышленностью не должно быть проблем и с сырьем для таких мини-заводов. Чего-чего, а ме шлолома Россия-матушка накопила в избытке. Несмотря на это, в проектах мини-заводов ВНИИМетмаша может быть предусмотрено и использование альтернативного сырья — железорудного окатыша. Итак, компактность, экологичность и эффективность — вот три «кита», на которых должны и будут стоять мини-заводы. Как построена производственная нитка одного из них, демонстрирует схема на этих страницах. Обратите внимание на U-образность построения: прокатный стан «растянут» параллельно установкам первой половины цикла; полупродукты и готовые изделия движутся по нему навстречу заготовкам с участка не рерывного литья. Выигрыш в площадях плюс сокращение энергозатрат! Впрочем, вариантов таких заводов напридумано уже довольно много, а вот реализован у нас пока лишь один проект. Как обычно, слишком долго «запрягали» потом — догоняли, а когда стали, наконец, дела ь проекты, способные конкурировать на мировом рынке, тот оказался уже поде лен и почти насыщен. Остается надежда на рынки России и бывших союзных республик, но и тут, и там с финансами плохо... Еще одна «незакрытая ниша» — сверхмини-заводы, проекты которых в ГНЦ «ВНИИМетмаш» уже есть. И спрос на них намечается. «ВКУСНОЕ НА ТРЕТЬЕ ... Листаю блокноты — пытаюсь вспомнить, чем еще, кроме мини-заводов и хитрой проволоки, заинтересовали-заинтриговали руководители и работники ВНИИМетмаша. Как человека, повседневно далекого от металлургии и металлообработки меня, признаюсь страшно удивила возможность изготовления на прокатных станах шаров и зубчатых колес. Но оказалось, деталепрокатка — любимое детище А.И.Целикова, и она, как дама бальзаковского возраста, в чем-то всегда юна. а в чем-то — увы... Цельнокатаные медные шары, предназ наченные стать анодами при электролитическом нанесении меди на другие матери алы, не произвели, конечно, революции в электронике и радиопромышленности. Но, благодаря им, покрытие получается плотным беспористым, с единой мелкокристаллической с руктурои по всей поверхно сти, т.е. высококачественным. Эти шаровидные аноды я видел на выставке, причем то были не какие-то уникальные образцы — тысячи их уже работают на многих заводах. Сходная ситуация и с цельнокатаными зубчатыми колесами. Известно, что бесчисленные шестерни и «звездочки» для любых механизмов до сих пор делают, в основном, в дв захода. Поковки обтачивают на токарном станке, а потом нарезают зубья (с черновой и чистовой обработкой) — на фрезерном. Специалисты же ВНИИМетмаша еще в 80-е гг. разработали станы поперечной прокатки для производства зуб чатых колес диаметрами от 60 до 1000 мм. Н посредственно на стане происходит и образование зубьев. Их формуют с небольшим припуском. Фрезеровщикам остается лишь чистовая обработка. В результате экономится до 20% металла, а суммарные затраты труда оказываются в 5—10 раз меньше. Но и это еще не все. Как показали стендовые испытания, зубья, сделанные таким способом, «летят > реже. Прочность и износостойкость у них на 15 30% больше, чем у изготовленных традиционным путем. Оно и понятно: меньше нагрузок претерпе ла деталь при изготовлении — структура металла получилась более однородной. Отсюда и результат. Зубопрокатные станы 4 моделей (все конструкции ВНИИМетмаша) успешно работают на автомобильных и тракторных заводах, где нужда в хороших зубча ых коле сах особенно велика. И напоследок — короткая история о том, как я, сам того не желая, о орчил своего сдержанно интеллигентного гида по ГНЦ «ВНИИМетмаш» Анатолия Всеволодовича Протасова, ведающего там информацио но-рекламным отделом. Огорчил тем, что я — не автомобилист и оттого, по его мнению, не смог оценить по достоинству одну из их последних новинок — композитные поршни нового поколения для двигателеи внутреннего сгорания. — Ничего, — утешил я собеседника. — Среди читателей «ТМ» чуть ли не половина — автомобилисты. Я же обязуюсь точно донести до них характеристики новых изделий и результаты сравнительных испытаний. Новые поршни для авто делаются из композиционного материала: расплавленным алюминиевым сплавом пропитывают вставочку из керамики с волокнистой структурой. Волокна — из кремнезема, их диаметр — не больше 4 мкм. Образуется металлокерамика вроде той, из которой дантисты делают нам «вечные» зубы. Содержание волокон в материале — от 10 до 20%, а эффект т их присутствия такой предел прочности при 350° (нормальные условия работы поршня в двигателе) увеличивается в 1,5, термоустойчивость — в 2, а сопротивляемость износу — в 7 раз! Прочее менее существенно. Важно, что в ГНЦ «ВНИИМетмаш» могут не только спроектировать, но изготовить оборудование для жидкой штамповки заготовок и сдать «под ключ» готовое производство ультрасовременных металлокерамичес-ких поршней для автомобильных двигателей. Эта работа получила в прошлом году Диплом I степени на конкурсе изобретений в Швейцарии. Вот такие дела... И вот такие «железки». ■ Схема литеино прокатного стана для изготоалени стальной проволоки. В сочетании с машиной непре рывного литья (она тоже по казана на схеме) и дуговой электропечью, которой на схеме нет, такой стан образует мини завод — один из тех, про которые рессказа- но в статье. Обозн чени 1 - машина непрерывного литья стали; 2 гидра пичес кие ножницы, 3 - зачистная машина; 4 — индукционныи нагреватель; 5 - планетар ный стан, 6 — тянущие ролики, 7 — еще одни ножниц! 8 — черновая горизонтальная клеть; 9 — черновая вертикальная клеть; 10 — блок чистовых клетей; 11 — баребан-ные ножницы; 12— сортовая моталка; 13 — механизм для уборки бунтов. Oodoo Ю JoeoC«—JO»OOOQftt ТЕХНИКА-МОЛОДЕЖИ 8 9 7 3 I |








