Дом 2008-12, страница 30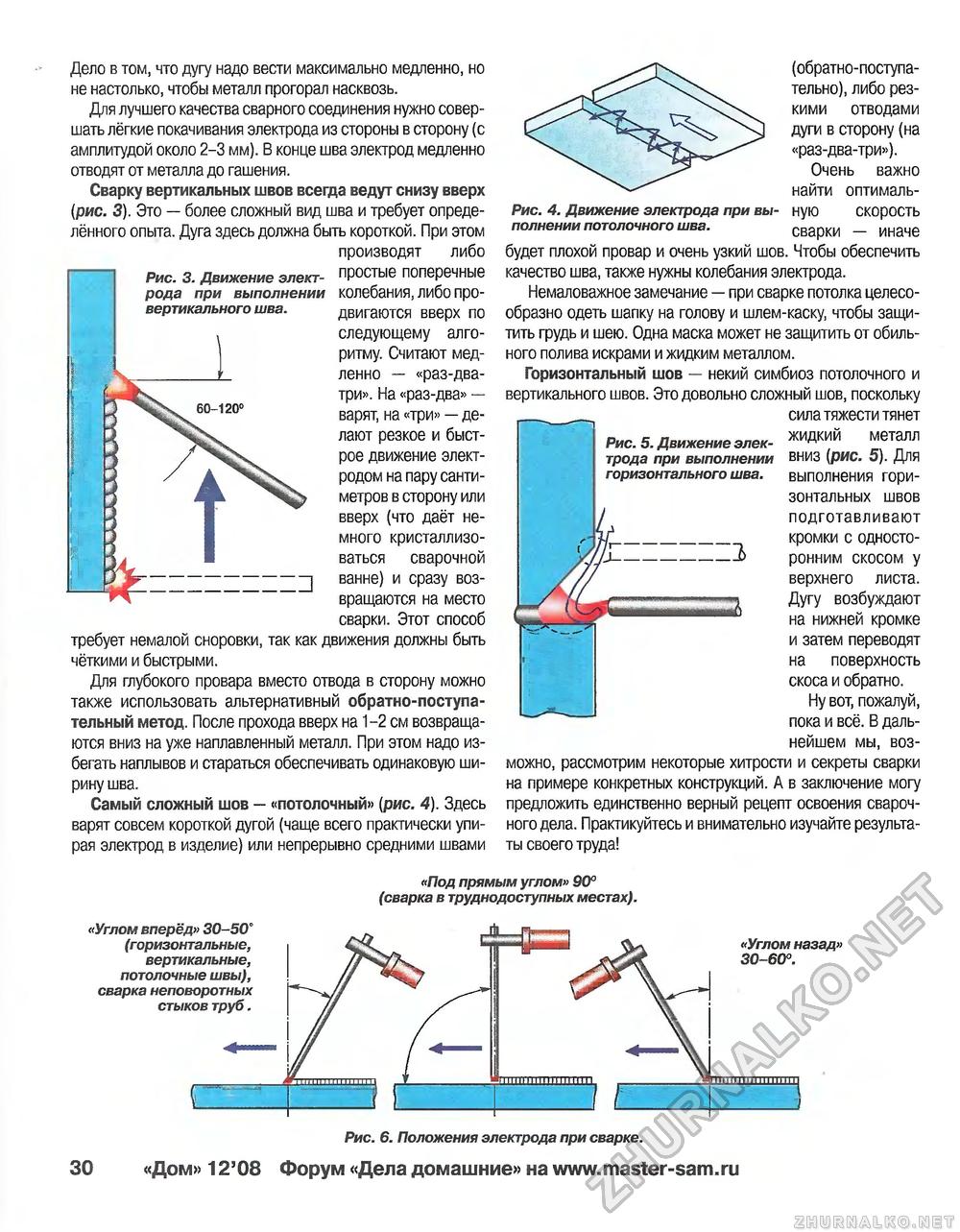
Дело в том, что дугу надо вести максимально медленно, но не настолько, чтобы металл прогорал насквозь. Для лучшего качества сварного соединения нужно совершать лёгкие покачивания электрода из стороны в сторону (с амплитудой около 2-3 мм). В конце шва электрод медленно отводят от металла до гашения. Сварку вертикальных швов всегда ведут снизу вверх (рис. 3). Это — более сложный вид шва и требует определённого опыта. Дуга здесь должна быть короткой. При этом производят либо Рис. 3. Движение электрода при выполнении вертикального шва. Рис. 4. Движение электрода при выполнении потолочного шва. простые поперечные колебания, либо продвигаются вверх по следующему алгоритму. Считают медленно — «раз-два-три». На «раз-два» — варят, на «три» — делают резкое и быстрое движение электродом на пару сантиметров в сторону или вверх (что даёт немного кристаллизоваться сварочной ванне) и сразу возвращаются на место сварки. Этот способ требует немалой сноровки, так как движения должны быть чёткими и быстрыми. Для глубокого провара вместо отвода в сторону можно также использовать альтернативный обратно-поступа-тельный метод. После прохода вверх на 1-2 см возвращаются вниз на уже наплавленный металл. При этом надо избегать наплывов и стараться обеспечивать одинаковую ширину шва. Самый сложный шов — «потолочный» (рис. 4). Здесь варят совсем короткой дугой (чаще всего практически упирая электрод в изделие) или непрерывно средними швами (обратно-поступа-тельно), либо резкими отводами дуги в сторону (на «раз-два-три»). Очень важно найти оптимальную скорость сварки — иначе будет плохой провар и очень узкий шов. Чтобы обеспечить качество шва, также нужны колебания электрода. Немаловажное замечание — при сварке потолка целесообразно одеть шапку на голову и шлем-каску, чтобы защитить грудь и шею. Одна маска может не защитить от обильного полива искрами и жидким металлом. Горизонтальный шов — некий симбиоз потолочного и вертикального швов. Это довольно сложный шов, поскольку сила тяжести тянет Рис. 5. Движение элек- жидкии металл трода при выполнении вниз (рис. 5). Для горизонтального шва. выполнения горизонтальных швов подготавливают кромки с односторонним скосом у верхнего листа. Дугу возбуждают на нижней кромке и затем переводят на поверхность скоса и обратно. Ну вот, пожалуй, пока и всё. В дальнейшем мы, возможно, рассмотрим некоторые хитрости и секреты сварки на примере конкретных конструкций. А в заключение могу предложить единственно верный рецепт освоения сварочного дела. Практикуйтесь и внимательно изучайте результаты своего труда! «Под прямым углом» 90° (сварка в труднодоступных местах). «Углом вперёд» 30-50° (горизонтальные, вертикальные, потолочные швы), сварка неповоротных стыков труб. «Углом назад» 30-60°. Рис. 6. Положения электрода при сварке. 30 «Дом» 12'08 Форум «Дела домашние» на www.master-sam.ru |








