Юный техник 1961-02, страница 66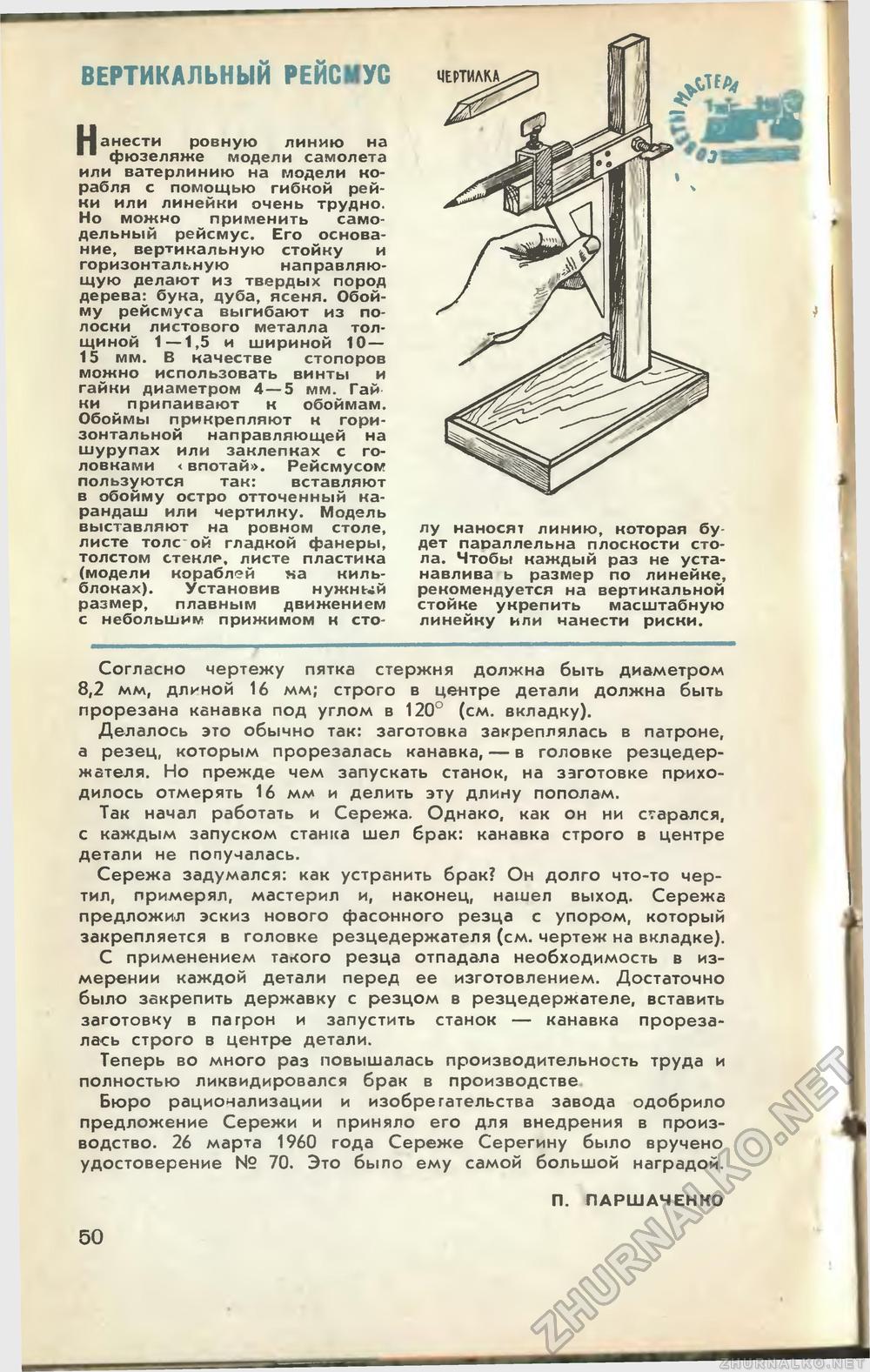
ВЕРТИКАЛЬНЫМ РЕЙСМУСНанести ровную линию на фюзеляже модели самолета или ватерлинию на модели корабля с помощью гибкой рейки или линейки очень трудно. Но можно применить самодельный рейсмус. Его основание, вертикальную стойку и горизонтальную направляющую делают из твердых пород дерева: бука, дуба, ясеня. Обойму рейсмуса выгибают из полоски листового металла толщиной 1—1,5 и шириной 10 — 15 мм. В качестве стопоров можно использовать винты и гайки диаметром 4—5 мм. Гай ки припаивают к обоймам. Обоймы прикрепляют к горизонтальной направляющей на шурупах или заклепках с головками < впотай». Рейсмусом пользуются так: вставляют в обойму остро отточенный карандаш или чертилку. Модель выставляют на ровном столе, листе толе ой гладкой фанеры, толстом стекле, листе пластика (модели кораблей «а кильблоках). Установив нужней размер, плавным движением с небольшим прижимом н сто- * лу наносят линию, которая будет параллельна плоскости стола. Чтобы каждый раз не уста-навлива ь размер по линейке, рекомендуется на вертикальной стойке укрепить масштабную линейку или нанести риски. Согласно чертежу пятка стержня должна быть диаметром 8,2 мм, длиной 16 мм; строго в центре детали должна быть прорезана канавка под углом в 120° (см. вкладку). Делалось это обычно так: заготовка закреплялась в патроне, а резец, которым прорезалась канавка, — в головке резцедержателя. Но прежде чем запускать станок, на заготовке приходилось отмерять 16 мм и делить эту длину пополам. Так начал работать и Сережа. Однако, как он ни старался, с каждым запуском станка шел брак: канавка строго в центре детали не получалась. Сережа задумался: как устранить брак? Он долго что-то чертил, примерял, мастерил и, наконец, нашел выход. Сережа предложил эскиз нового фасонного резца с упором, который закрепляется в головке резцедержателя (см. чертеж на вкладке). С применением такого резца отпадала необходимость в измерении каждой детали перед ее изготовлением. Достаточно было закрепить державку с резцом в резцедержателе, вставить заготовку в патрон и запустить станок — канавка прорезалась строго в центре детали. Теперь во много раз повышалась производительность труда и полностью ликвидировался брак в производстве. Бюро рационализации и изобретательства завода одобрило предложение Сережи и приняло его для внедрения в производство. 26 марта 1960 года Сереже Серегину было вручено удостоверение № 70. Это было ему самой большой наградой. П. ПАРШАЧЕНКО 50 |








