Юный техник 1963-12, страница 27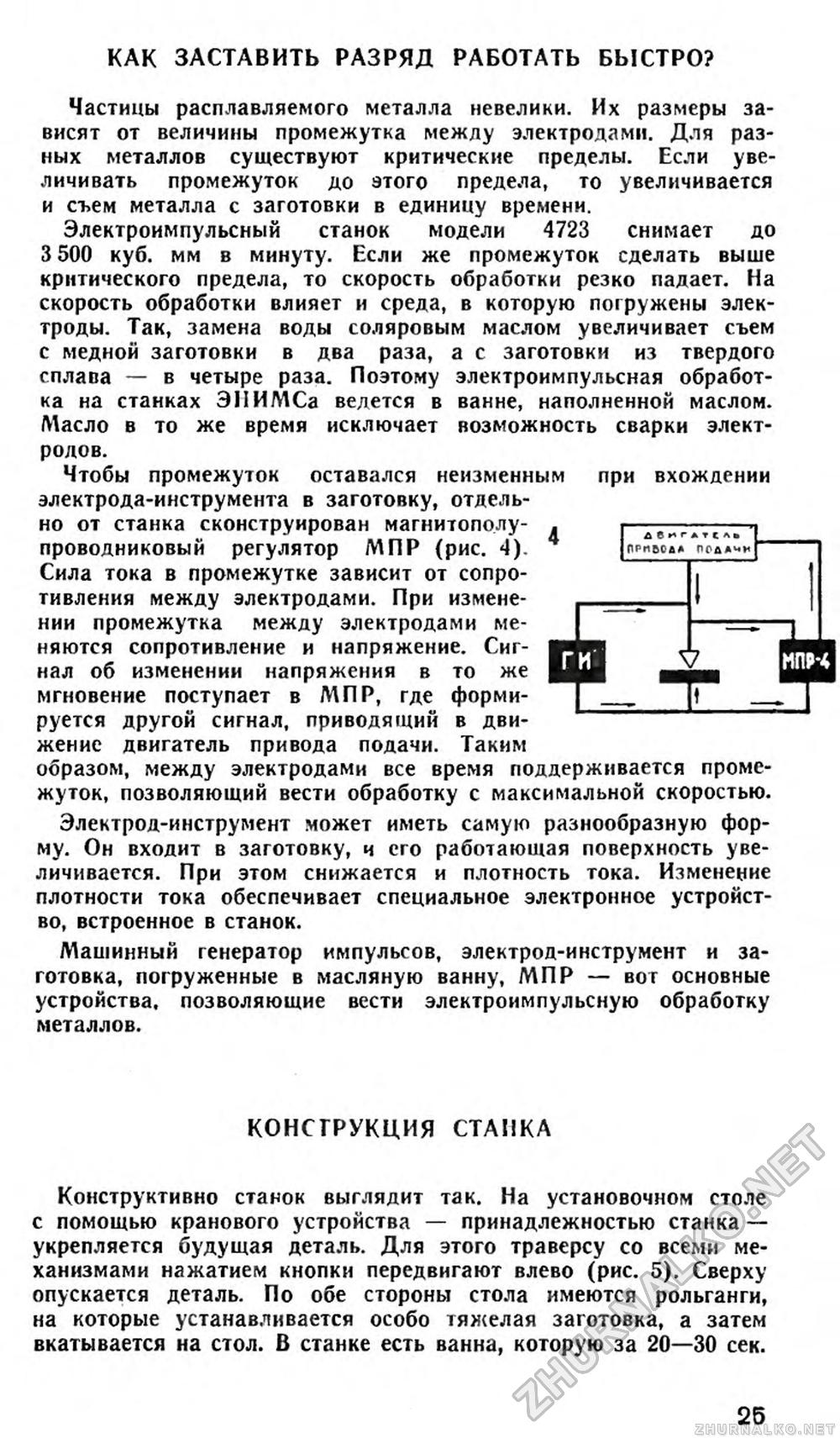
КАК ЗАСТАВИТЬ РАЗРЯД РАБОТАТЬ БЫСТРО? Частицы расплавляемого металла невелики. Их размеры зависят от величины промежутка между электродами. Для разных металлов существуют критические пределы. Если увеличивать промежуток до этого предела, то увеличивается и съем металла с заготовки в единицу времени. Электроимпульсный станок модели 4723 снимает до 3 500 куб. мм в минуту. Если же промежуток сделать выше критического предела, то скорость обработки резко падает. На скорость обработки влияет и среда, в которую погружены электроды. Так, замена воды соляровым маслом увеличивает съем с медной заготовки в два раза, а с заготовки из твердого сплава — в четыре раза. Поэтому электроимпульсная обработка на станках ЭПИМСа ведется в ванне, наполненной маслом. Масло в то же время исключает возможность сварки электродов. Чтобы промежуток оставался неизменным при вхождении электрода-инструмента в заготовку, отдельно от станка сконструирован магнитополу-проводниковый регулятор МПР (рис. 4). Сила тока в промежутке зависит от сопротивления между электродами. При изменении промежутка между электродами ме- Лв^гдтсм ПР«ВСД* ПСДАЧИ няются сопротивление и напряжение. Сиг- ■9РВ Л нал об изменении напряжения в то же Ц|| явят мгновение поступает в МПР, где форми- | _.. |t руется другой сигнал, приводящий в движение двигатель привода подачи. Таким образом, между электродами все время поддерживается промежуток, позволяющий вести обработку с максимальной скоростью. Электрод-инструмент может иметь самую разнообразную форму. Он входит в заготовку, и его работающая поверхность увеличивается. При этом снижается и плотность тока. Изменение плотности тока обеспечивает специальное электронное устройство, встроенное в станок. Машинный генератор импульсов, электрод-инструмент и заготовка, погруженные в масляную ванну, МПР — вот основные устройства, позволяющие вести электроимпульсную обработку металлов. 1 ИПМ КОНСТРУКЦИЯ СТАНКА Конструктивно станок выглядит так. На установочном столе с помощью кранового устройства — принадлежностью станка — укрепляется будущая деталь. Для этого траверсу со всеми механизмами нажатием кнопки передвигают влево (рис. 5). Сверху опускается деталь. По обе стороны стола имеются рольганги, на которые устанавливается особо тяжелая заготовка, а затем вкатывается на стол. В станке есть ванна, которую за 20—30 сек. 27 |








