Сделай Сам (Знание) 1994-04, страница 118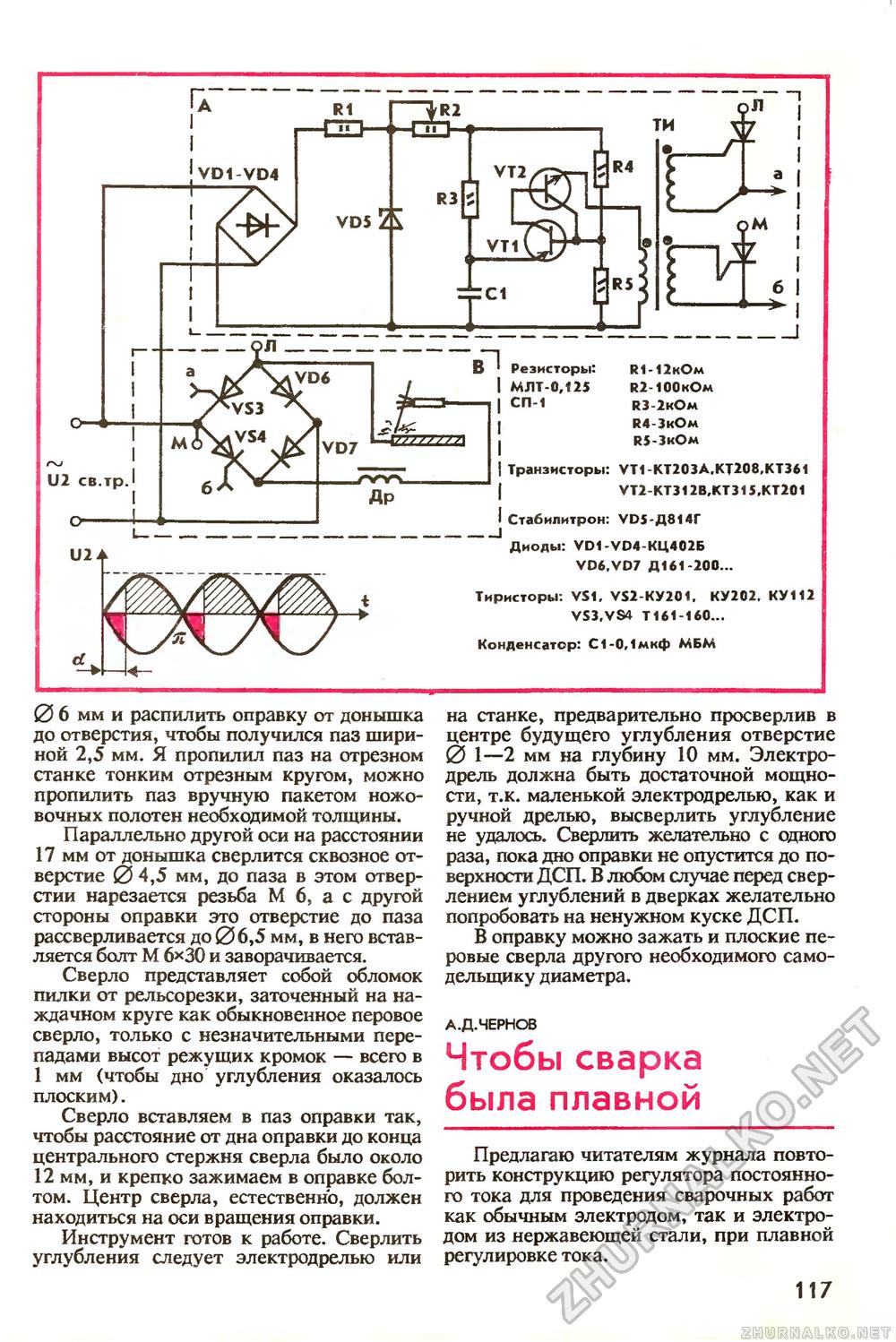
VD1-VD4 О— - rvj U2 св.тр. U2 А Транзисторы: VT1-KT203A.KT208,KT361 VT2-KT312B,KT315,KT201 Стабилитрон: VDS-fl814r Диоды: VD1-VD4-KU402E VD6.VD7 Д161-200... Тиристоры: VS1, VS2-KY201, КУ202. КУ112 VS3.VS4 Т161-160... Конденсатор: С1-0,1мкф МБМ В~1 Резисторы: МЛТ-0,125 СП-1 RI-IIKOM R2- ЮОкОм R3 2кОм R4 ЗкОм RJ-ЗкОм VD6 0 6 мм и распилить оправку от донышка до отверстия, чтобы получился паз шириной 2,5 мм. Я пропилил паз на отрезном станке тонким отрезным кругом, можно пропилить паз вручную пакетом ножовочных полотен необходимой толщины. Параллельно другой оси на расстоянии 17 мм от донышка сверлится сквозное отверстие 0 4,5 мм, до паза в этом отверстии нарезается резьба М 6, а с другой стороны оправки это отверстие до паза рассверливается до 06,5 мм, в него вставляется болт М 6*30 и заворачивается. Сверло представляет собой обломок пилки от рельсорезки, заточенный на наждачном круге как обыкновенное перовое сверло, только с незначительными перепадами высот режущих кромок — всего в 1 мм (чтобы дно углубления оказалось плоским). Сверло вставляем в паз оправки так, чтобы расстояние от дна оправки до конца центрального стержня сверла было около 12 мм, и крепко зажимаем в оправке болтом. Центр сверла, естественно, должен находиться на оси вращения оправки. Инструмент готов к работе. Сверлить углубления следует электродрелью или на станке, предварительно просверлив в центре будущего углубления отверстие 0 1—2 мм на глубину 10 мм. Электродрель должна быть достаточной мощности, т.к. маленькой электродрелью, как и ручной дрелью, высверлить углубление не удалось. Сверлить желательно с одного раза, пока дно оправки не опустится до поверхности ДСП. В любом случае перед сверлением углублений в дверках желательно попробовать на ненужном куске ДСП. В оправку можно зажать и плоские перовые сверла другого необходимого само-делыцику диаметра. А.Д.ЧЕРНОВ Чтобы сварка была плавной Предлагаю читателям журнала повторить конструкцию регулятора постоянного тока для проведения сварочных работ как обычным электродом, так и электродом из нержавеющей стали, при плавной регулировке тока. 117 |








