Сделай Сам (Знание) 1997-04, страница 56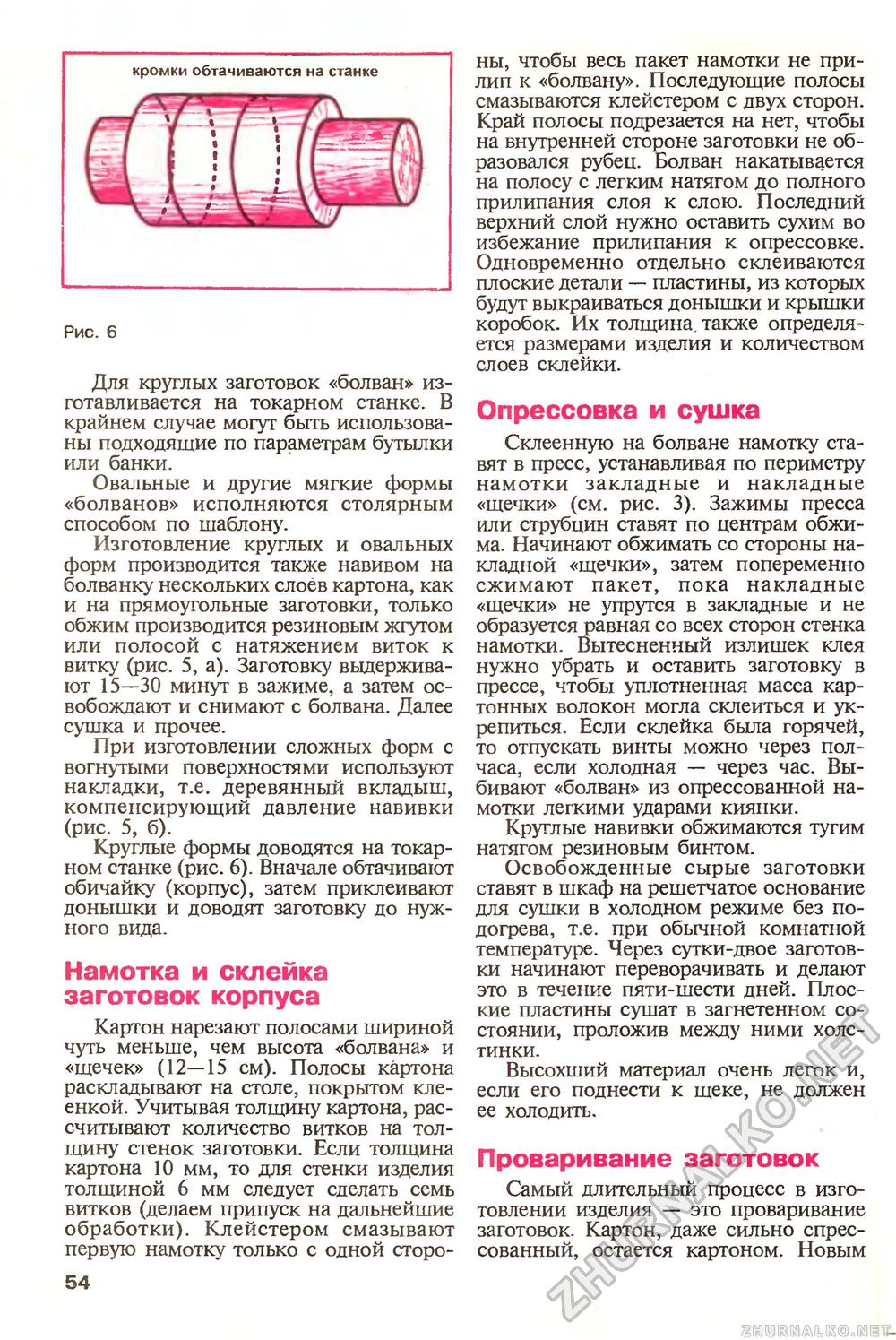
Для круглых заготовок «болван» изготавливается на токарном станке. В крайнем случае могут быть использованы подходящие по параметрам бутылки или банки. Овальные и другие мягкие формы «болванов» исполняются столярным способом по шаблону. Изготовление круглых и овальных форм производится также навивом на болванку нескольких слоев картона, как и на прямоугольные заготовки, только обжим производится резиновым жгутом или полосой с натяжением виток к витку (рис. 5, а). Заготовку выдерживают 15—30 минут в зажиме, а затем освобождают и снимают с болвана. Далее сушка и прочее. При изготовлении сложных форм с вогнутыми поверхностями используют накладки, т.е. деревянный вкладыш, компенсирующий давление навивки (рис. 5, б). Круглые формы доводятся на токарном станке (рис. 6). Вначале обтачивают обичайку (корпус), затем приклеивают донышки и доводят заготовку до нужного вида. Намотка и склейка заготовок корпуса Картон нарезают полосами шириной чуть меньше, чем высота «болвана» и «щечек» (12—15 см). Полосы картона раскладывают на столе, покрытом клеенкой. Учитывая толщину картона, рассчитывают количество витков на толщину стенок заготовки. Если толщина картона 10 мм, то для стенки изделия толщиной 6 мм следует сделать семь витков (делаем припуск на дальнейшие обработки). Клейстером смазывают первую намотку только с одной сторо ны, чтобы весь пакет намотки не прилип к «болвану». Последующие полосы смазываются клейстером с двух сторон. Край полосы подрезается на нет, чтобы на внутренней стороне заготовки не образовался рубец. Болван накатывается на полосу с легким натягом до полного прилипания слоя к слою. Последний верхний слой нужно оставить сухим во избежание прилипания к опрессовке. Одновременно отдельно склеиваются плоские детали — пластины, из которых будут выкраиваться донышки и крышки коробок. Их толщина, также определяется размерами изделия и количеством слоев склейки. Опрессовка и сушка Склеенную на болване намотку ставят в пресс, устанавливая по периметру намотки закладные и накладные «щечки» (см. рис. 3). Зажимы пресса или струбцин ставят по центрам обжима. Начинают обжимать со стороны накладной «щечки», затем попеременно сжимают пакет, пока накладные «щечки» не упрутся в закладные и не образуется равная со всех сторон стенка намотки. Вытесненный излишек клея нужно убрать и оставить заготовку в прессе, чтобы уплотненная масса картонных волокон могла склеиться и укрепиться. Если склейка была горячей, то отпускать винты можно через полчаса, если холодная — через час. Выбивают «болван» из опрессованной намотки легкими ударами киянки. Круглые навивки обжимаются тугим натягом резиновым бинтом. Освобожденные сырые заготовки ставят в шкаф на решетчатое основание для сушки в холодном режиме без подогрева, т.е. при обычной комнатной температуре. Через сутки-двое заготовки начинают переворачивать и делают это в течение пяти-шести дней. Плоские пластины сушат в загнетенном состоянии, проложив между ними холс-тинки. Высохший материал очень легок и, если его поднести к щеке, не должен ее холодить. Проваривание заготовок Самый длительный процесс в изготовлении изделия — это проваривание заготовок. Картон, даже сильно спрессованный, остается картоном. Новым 54 |








