Сделай Сам (Знание) 2004-03, страница 71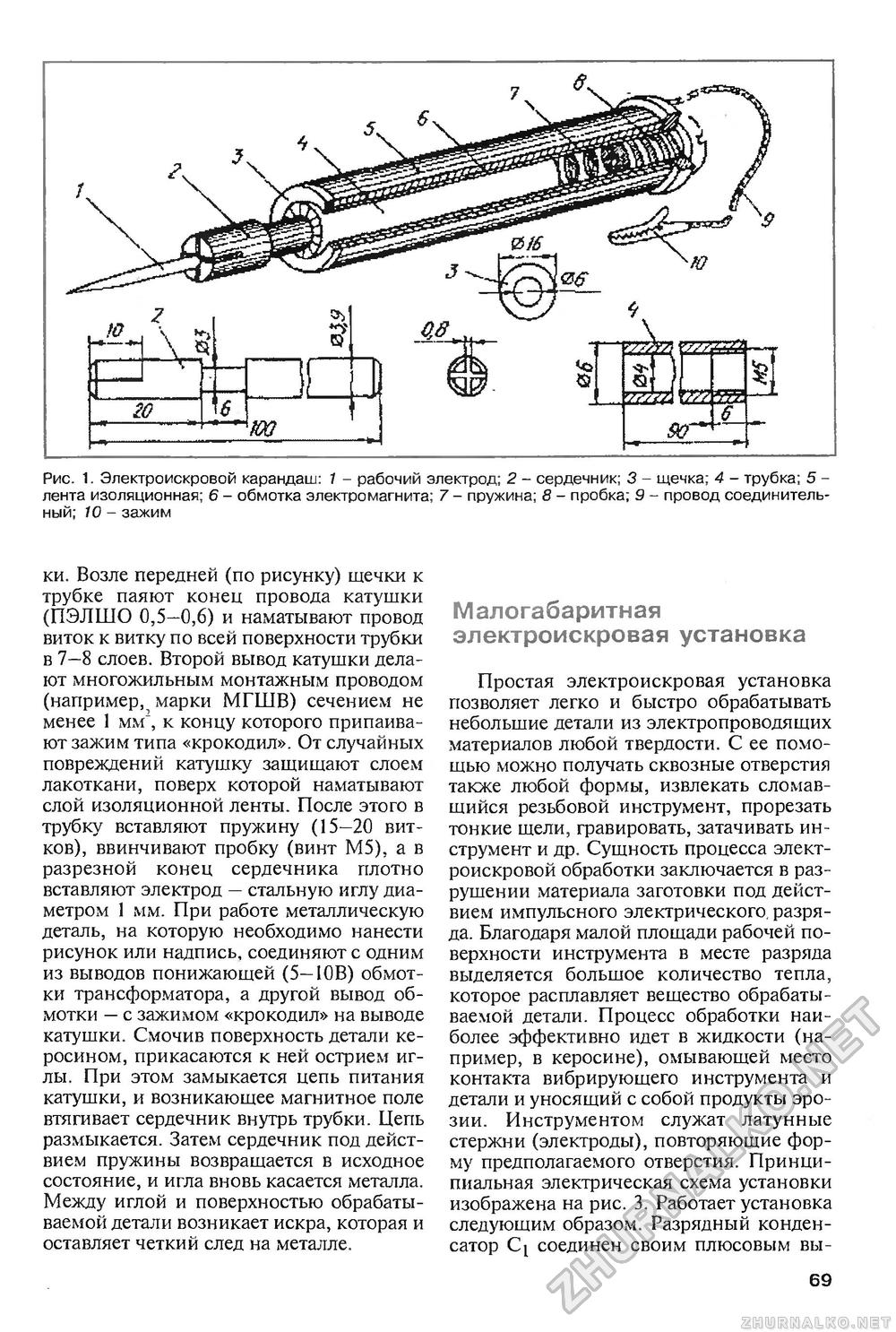
Рис. 1. Электроискровой карандаш: 1 - рабочий электрод; 2 - сердечник; 3 - щечка; 4 - трубка; 5 -лента изоляционная; 6 - обмотка электромагнита; 7 - пружина; 8 - пробка; 9 - провод соединительный; 10 - зажим ки. Возле передней (по рисунку) щечки к трубке паяют конец провода катушки (ПЭЛШО 0,5—0,6) и наматывают провод виток к витку по всей поверхности трубки в 7—8 слоев. Второй вывод катушки делают многожильным монтажным проводом (например,^ марки МГШВ) сечением не менее 1 мм", к концу которого припаивают зажим типа «крокодил». От случайных повреждений катушку защищают слоем лакоткани, поверх которой наматывают слой изоляционной ленты. После этого в трубку вставляют пружину (15—20 витков), ввинчивают пробку (винт М5), а в разрезной конец сердечника плотно вставляют электрод — стальную иглу диаметром 1 мм. При работе металлическую деталь, на которую необходимо нанести рисунок или надпись, соединяют с одним из выводов понижающей (5—10В) обмотки трансформатора, а другой вывод обмотки — с зажимом «крокодил» на выводе катушки. Смочив поверхность детали керосином, прикасаются к ней острием иглы. При этом замыкается цепь питания катушки, и возникающее магнитное поле втягивает сердечник внутрь трубки. Цепь размыкается. Затем сердечник под действием пружины возвращается в исходное состояние, и игла вновь касается металла. Между иглой и поверхностью обрабатываемой детали возникает искра, которая и оставляет четкий след на металле. Малогабаритная электроискровая установкаПростая электроискровая установка позволяет легко и быстро обрабатывать небольшие детали из электропроводящих материалов любой твердости. С ее помощью можно получать сквозные отверстия также любой формы, извлекать сломавшийся резьбовой инструмент, прорезать тонкие щели, гравировать, затачивать инструмент и др. Сущность процесса электроискровой обработки заключается в разрушении материала заготовки под действием импульсного электрического разряда. Благодаря малой площади рабочей поверхности инструмента в месте разряда выделяется большое количество тепла, которое расплавляет вещество обрабатываемой детали. Процесс обработки наиболее эффективно идет в жидкости (например, в керосине), омывающей место контакта вибрирующего инструмента и детали и уносящий с собой продукты эрозии. Инструментом служат латунные стержни (электроды), повторяющие форму предполагаемого отверстия. Принципиальная электрическая схема установки изображена на рис. 3. Работает установка следующим образом. Разрядный конденсатор Ci соединен своим плюсовым вы- 69 |








