Сделай Сам (Огонек) 1997-02, страница 29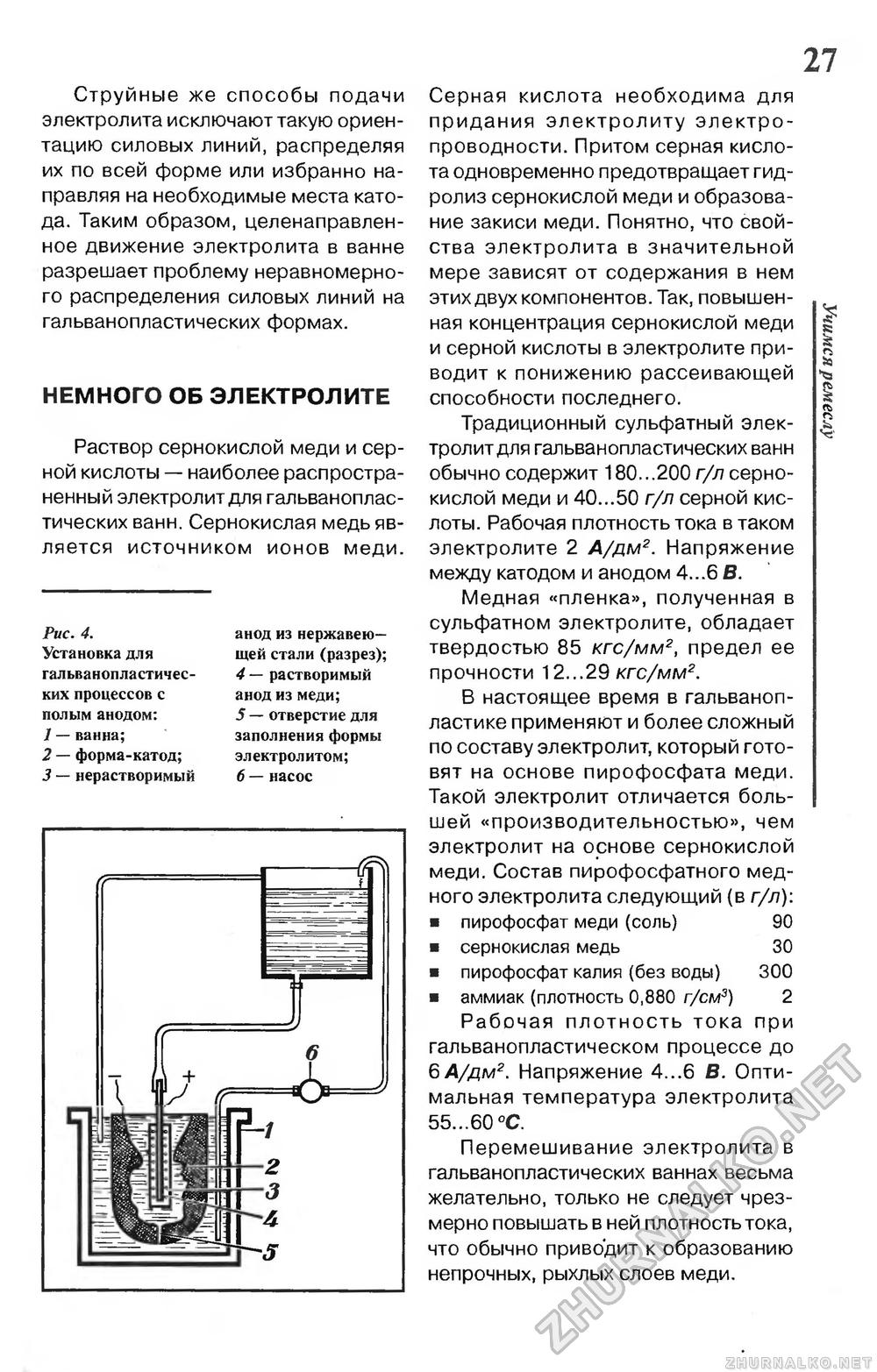
Струйные же способы подачи электролита исключают такую ориентацию силовых линий, распределяя их по всей форме или избранно направляя на необходимые места катода. Таким образом, целенаправленное движение электролита в ванне разрешает проблему неравномерного распределения силовых линий на гальванопластических формах. НЕМНОГО ОБ ЭЛЕКТРОЛИТЕ Раствор сернокислой меди и серной кислоты — наиболее распространенный электролит для гальванопластических ванн. Сернокислая медь является источником ионов меди. Рис. 4. Установка для гальванопластических процессов с полым анодом: 1 — ванна; 2 — форма-катод; 3 — нерастворимый анод из нержавеющей стали (разрез); 4 — растворимый анод из меди; 5 — отверстие для заполнения формы электролитом; 6 — насос Серная кислота необходима для придания электролиту электропроводности. Притом серная кислота одновременно предотвращает гидролиз сернокислой меди и образование закиси меди. Понятно, что свойства электролита в значительной мере зависят от содержания в нем этих двух компонентов. Так, повышенная концентрация сернокислой меди и серной кислоты в электролите приводит к понижению рассеивающей способности последнего. Традиционный сульфатный электролит для гальванопластических ванн обычно содержит 180...200 г/л сернокислой меди и 40...50 г/л серной кислоты. Рабочая плотность тока в таком электролите 2 А/дм2. Напряжение между катодом и анодом 4...6 Б. Медная «пленка», полученная в сульфатном электролите, обладает твердостью 85 кгс/мм2, предел ее прочности 12...29 кгс/мм2. В настоящее время в гальванопластике применяют и более сложный по составу электролит, который готовят на основе пирофосфата меди. Такой электролит отличается большей «производительностью», чем электролит на основе сернокислой меди. Состав пирофосфатного медного электролита следующий (в г/л): ■ пирофосфат меди (соль) 90 ■ сернокислая медь 30 ■ пирофосфат калия (без воды) 300 ■ аммиак (плотность 0,880 г/см3) 2 Рабочая плотность тока при гальванопластическом процессе до 6 А/дм2. Напряжение 4...6 В. Оптимальная температура электролита 55...60 °С. Перемешивание электролита в гальванопластических ваннах весьма желательно, только не следует чрезмерно повышать в ней плотность тока, что обычно приводит к образованию непрочных, рыхлых слоев меди. |








