Танкомастер Special - Танки ИС, страница 49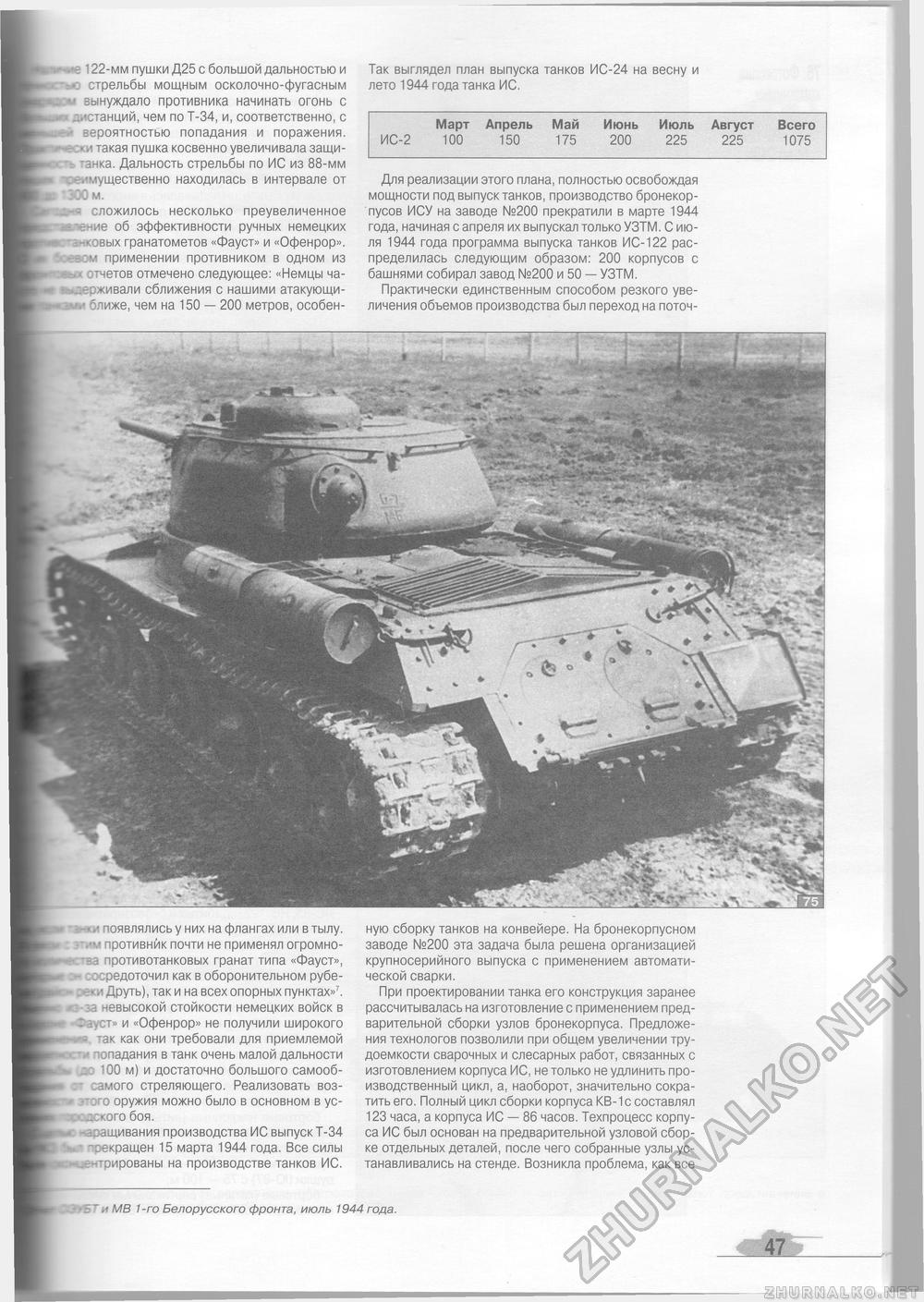
в 122-мм пушки Д25 с большой дальностью и : стрельбы мощным осколочно-фугасным вынуждало противника начинать огонь с станций, чем по Т-34, и, соответственно, с вероятностью попадания и поражения. • л такая пушка косвенно увеличивала защи--анка. Дальность стрельбы по ИС из 88-мм имущественно находилась в интервале от X) м. - сложилось несколько преувеличенное тние об эффективности ручных немецких -•ювых гранатометов «Фауст» и «Офенрор». = зм применении противником в одном из ■ отчетов отмечено следующее: «Немцы ча-.трживали сближения с нашими атакующи-/ ближе, чем на 150 — 200 метров, особен- Так выглядел план выпуска танков ИС-24 на весну и лето 1944 года танка ИС.
Для реализации этого плана, полностью освобождая мощности под выпуск танков, производство бронекор-пусов ИСУ на заводе №200 прекратили в марте 1944 года, начиная с апреля их выпускал только УЗТМ. С июля 1944 года программа выпуска танков ИС-122 распределилась следующим образом: 200 корпусов с башнями собирал завод №200 и 50 — УЗТМ. Практически единственным способом резкого увеличения объемов производства был переход на потом- • - - ..г» ;>V --* # 'ъя * Я» «Я ■ .1 появлялись у них на флангах или в тылу. противник почти не применял огромно-е з противотанковых гранат типа «Фауст», : :оедоточил как в оборонительном рубе-• .1 Друть), так и на всех опорных пунктах»7, а невысокой стойкости немецких войск в а /ст» и «Офенрор» не получили широкого - так как они требовали для приемлемой ■попадания в танк очень малой дальности - 100 м) и достаточно большого самооб-амого стреляющего. Реализовать воз- эго оружия можно было в основном в ус-^;кого боя. эащивания производства ИС выпуск Т-34 ^эекращен 15 марта 1944 года. Все силы •тгрированы на производстве танков ИС. ную сборку танков на конвейере. На бронекорпусном заводе №200 эта задача была решена организацией крупносерийного выпуска с применением автоматической сварки. При проектировании танка его конструкция заранее рассчитывалась на изготовление с применением предварительной сборки узлов бронекорпуса. Предложения технологов позволили при общем увеличении трудоемкости сварочных и слесарных работ, связанных с изготовлением корпуса ИС, не только не удлинить производственный цикл, а, наоборот, значительно сократить его. Полный цикл сборки корпуса KB-1с составлял 123 часа, а корпуса ИС — 86 часов. Техпроцесс корпуса ИС был основан на предварительной узловой сборке отдельных деталей, после чего собранные узлы устанавливались на стенде. Возникла проблема, как все ' .1 MB 1-го Белорусского фронта, июль 1944 года. |








