Woodworker's Journal 1993-17-5, страница 57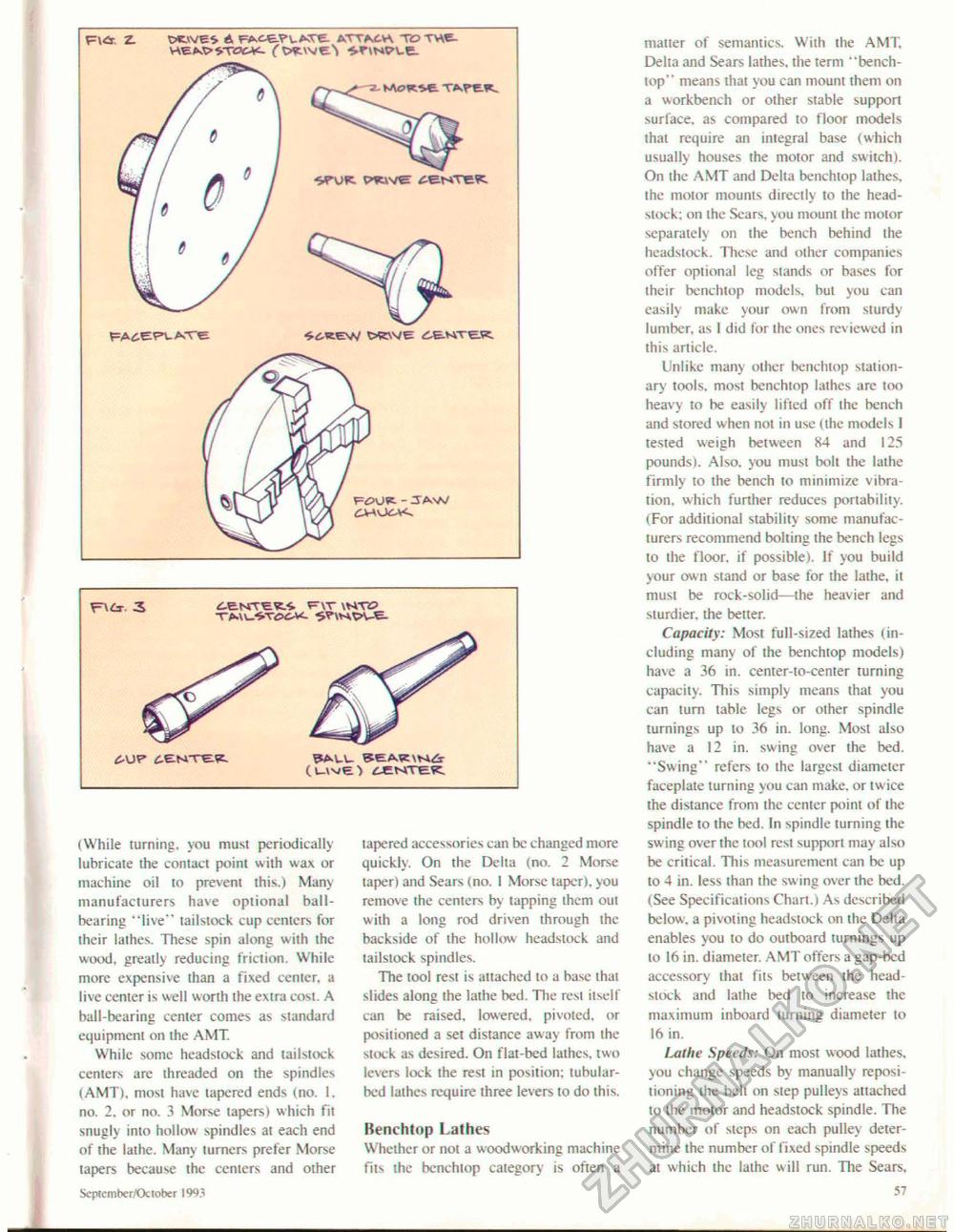
FtA Z- A ATTA£V\ TO TWt Moftvt TATt*^ MSVE fie.ViTe.K. F(C>Oft - JAW (i-ive) ^et^-re.^ (While turning, you must periodically lubricate the contact point with wax or machine oil to prevent this.) Many manufacturers have optional ballbearing "live"' tailstock cup centers for their lathes. These spin along with the wood, greatly reducing friction. While more expensive than a fixed center, a live center is well worth the extra cost. A ball-bearing center comes as standard equipment on the AMT. While some hcadstock and tailstock centers arc threaded on the spindles (AMT), most have tapered ends (no. I, no. 2. or no. 3 Morse tapers) which fit snugly into hollow spindles at each end of the lathe. Many turners prefer Morse tapers because the centers and other September/October 1993 tapered accessories can be changed more quickly. On the Delta (no. 2 Morse taper) and Sears (no. 1 Morse taper), you remove the centers by tapping them out with a long rod driven through the backside of the hollow headstock and tailstock spindles. The tool rest is attached to a base thai slides along the lathe bed. The rest itself can be raised, lowered, pivoted, or positioned a set distance away from the slock as desired. On flat-bed lathes, two levers lock the rest in position: tubular-bed lathes require three levers to do this. Benchtop Lathes Whether or not a w oodworking machine fits the bcnchtop category is often a matter of semantics. With the AMT, Delta and Sears lathes, the term "bench-top" means that you can mount them on a workbench or other stable support surface, as compared to floor models that require an integral base (which usually houses the motor and switch). On the AMT and Delta benchtop lathes, the motor mounts directly to the head-stock: on the Sears, you mount the motor separately on the bench behind the headstock. These and other companies offer optional leg stands or bases for their benchtop models, but you can easily make your own from sturdy lumber, as I did for the ones reviewed in this article. Unlike many other benchtop stationary tools, most benchlop lathes are too heavy to be easily lifted off the bench and stored when not in use (the models 1 tested weigh between 84 and 125 pounds). Also, you must boll the lathe firmly to the bench to minimize vibra tion, which further reduces portability. (For additional stability some manufacturers recommend bolting the bench legs to the floor, if possible). If you build your own stand or base for the lathe, it must be rock-solid—the heavier and sturdier, the better. Capacity: Most full-sized lathes (including many of the benchtop models) have a 36 in. center-to-center turning capacity. This simply means that you can turn table legs or other spindle turnings up to 36 in. long. Most also have a 12 in. swing over the bed. "Swing" refers to ihe largest diameter faceplate turning you can make, or tw ice the distance from the center point of the spindle to the bed. In spindle turning the sw ing over the tool rest support may also be critical. This measurement can be up to 4 in. less than the sw ing over the bed. (See Specifications Chart.) As described below, a pivoting headstock on the Delta enables you lo do outboard turnings up to 16 in. diameter. AMT offers a gap-bed accessory that fits between the head stock and lathe bed to increase the maximum inboard turning diameter to 16 in. Lathe Speeds: On most wood lathes, you change speeds by manually repositioning the belt on step pulleys attached to the motor and headstock spindle. The number of steps on each pulley determine the number of fixed spindle speeds at which the lathe will run. The Sears. 57 |








