Woodworker's Journal 1994-18-1, страница 23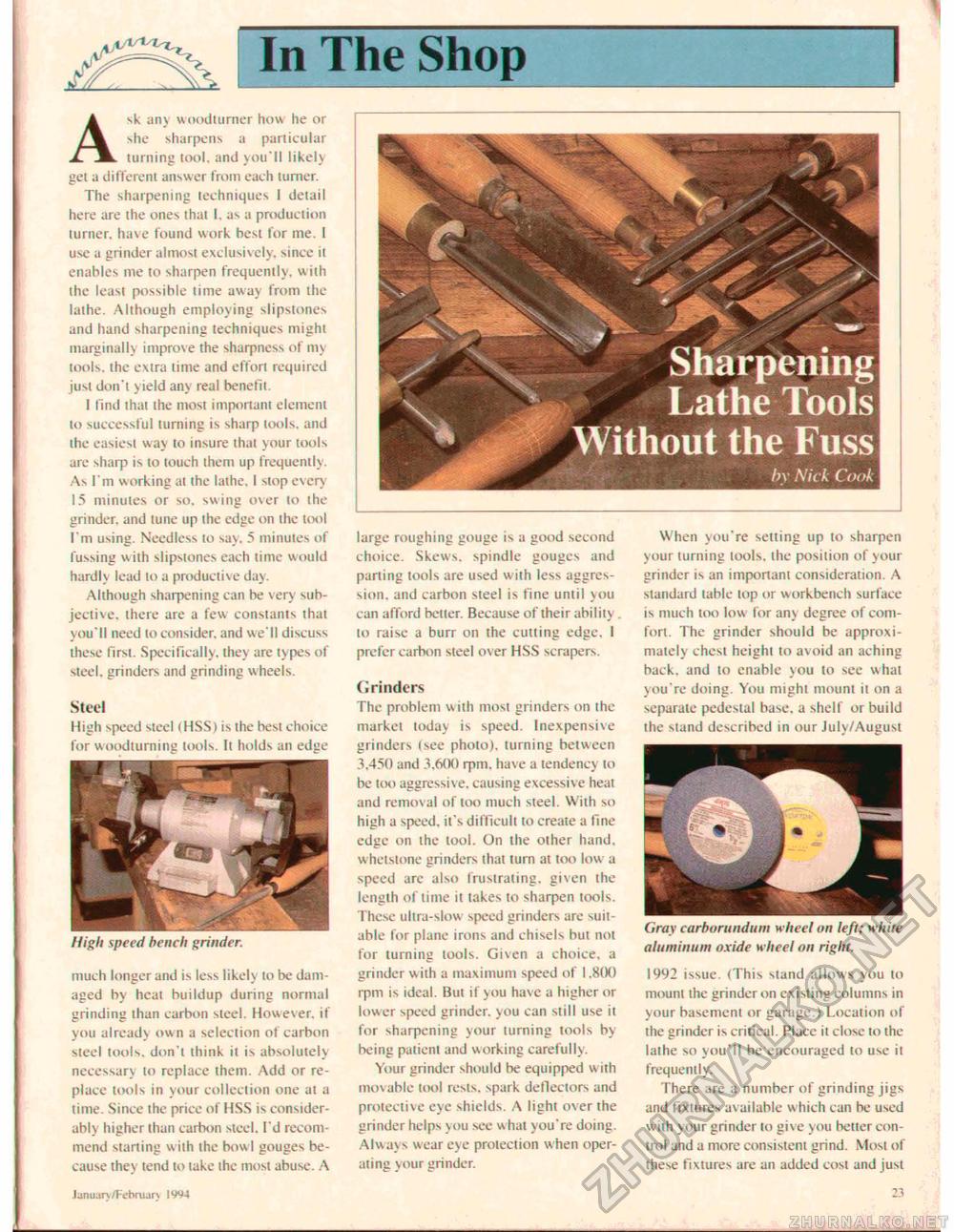
In The Shop Ask any woodturner how he or she sharpens a particular turning tool, and you'll likely get a different answer from each turner. The sharpening techniques I detail here are the ones that I. as a production turner. ha\e found work hest for me. I use a grinder almost exclusively, since it enables me to sharpen frequently, with the least possible time away from the lathe. Although employing slipstones and hand sharpening techniques might marginally improve the sharpness of my tools, the extra time and effort required just don't yield any real benefit 1 find that the most important element to successful turning is sharp tools, and the easiest way to insure that your tools are sharp is to touch them up frequently. As I'm working at the lathe. I stop every 15 minutes or so. swing over to the grinder, and tune up the edge on the tool I'm using. Needless to say. 5 minutes of fussing with slipstones each time would hardly lead to a productive day. Although sharpening can he very subjective. there are a few constants that you'll need to consider, and we'll discuss these first. Specifically, ihey are types of steel, grinders and grinding wheels. Steel High speed steel 111SS) is the best choice for woodturning tools. It holds an edge High speed bench grinder. much longer and is less likely to be damaged by heat buildup during normal grinding than carbon steel. However, it you already ow n a selection of carbon steel tools, don't think it is absolutely necessary to replace them. Add or replace tools in your collection one at a time. Since the price of HSS is considerably higher than carbon steel. I'd recommend starting with the bowl gouges because they tend to take the most abuse. A large roughing gouge is a good second choice. Skews, spindle gouges and parting tools are used with less aggression. and carbon steel is tine until you can afford belter. Because of their ability to raise a burr on the cutting edge. I prefer carbon steel over HSS scrapers. Grinders The problem with most grinders on the market today is speed. Inexpensive grinders (see photo), turning between 3.450 and 3,6(10 rpm, have a tendency to be too aggressive, causing excessive heat and removal of loo much steel. With so high a speed, it's difficult to create a fine edge on the tool. On the other hand, whetstone grinders that turn at too low a speed arc also frustrating, given the length of time it takes to sharpen tools. These ultra-slow speed grinders are suitable for plane irons and chisels but not for turning tools. Given a choice, a grinder with a maximum speed of 1.800 rpm is idea!. But if you have a higher or lower speed grinder, you can still use it for sharpening your turning tools by being patient and working carefully. Your grinder should be equipped with mov able tool rests, spark deflectors and protective eye shields. A light over the grinder helps you sec what you're doing. Always wear eye protection when operating your grinder. When you're setting up to sharpen your turning tools, the position of your grinder is an important consideration. A standard table top or workbench surface is much tot) low for any degree of comfort. The grinder should be approximately chest height to avoid an aching back, and to enable you to see what you're doing. You might mount it on a separate pedestal base, a shelf or build the stand described in our July/August Gray carborundum wheel on left; white aluminum oxide wheel on right. 1992 issue. (This stand allows you to mount the grinder on existing columns in your basement or garage.) Location of the grinder is critical. Placc it closc to the lathe so you'll be encouraged to use it frequently. There are a number of grinding jigs and fixtures available which can be used w ith your grinder to give you better control and a more consistent grind. Most of these fixtures are an added cost and just Jamiarv/Februarv IW4 |








