Техника - молодёжи 1935-02, страница 11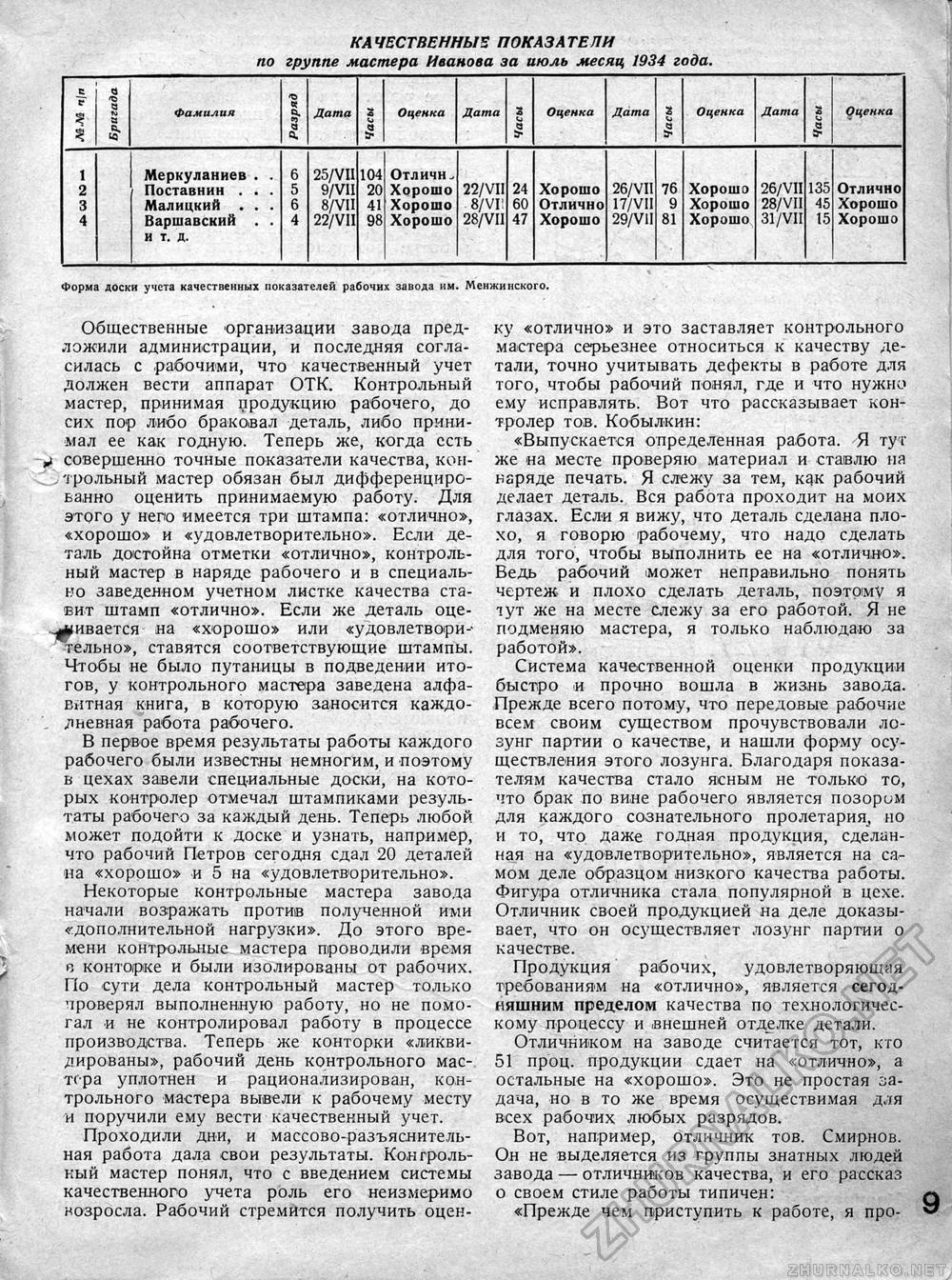
КАЧЕСТВЕННЫ5 ПОКАЗ ATE ПИ по группе мастера Иванова за июль месяц 1934 года. КАЧЕСТВЕННЫ5 ПОКАЗ ATE ПИ по группе мастера Иванова за июль месяц 1934 года.
Форма доски учета качественных показателей рабочих завода им. Менжинского. Форма доски учета качественных показателей рабочих завода им. Менжинского. Общественные организации завода предложили администрации, и последняя согласилась с рабочими, что качественный учет должен вести аппарат ОТК. Контрольный мастер, принимая продукцию рабочего, до сих пор либо браковал деталь, либо принимал ее как годную. Теперь же, когда есть совершенно точные показатели качества, кои-, трольный мастер обязан был дифференцированно оценить принимаемую работу. Для этого у него имеется три штампа: «отлично», «хорошо» и «удовлетворительно». Если деталь достойна отметки «отлично», контрольный мастер в наряде рабочего и в специально заведенном учетном листке качества ставит штамп «отлично». Если же деталь оценивается на «хорошо» или «удовлетвори--тельно», ставятся соответствующие штампы. Чтобы не было путаницы в подведении итогов, у контрольного мастера заведена алфавитная книга, в которую заносится каждо-лневная работа рабочего. В первое время результаты работы каждого рабочего были известны немногим, и поэтому в цехах завели специальные доски, на которых контролер отмечал штампиками результаты рабочего за каждый день. Теперь любой может подойти к доске и узнать, например, что рабочий Петров сегодня сдал 20 деталей на «хорошо» и 5 на «удовлетворительно». Некоторые контрольные мастера завода начали возражать против полученной ими «дополнительной нагрузки». До этого времени контрольные мастера проводили время конторке и были изолированы от рабочих. По сути дела контрольный мастер только чроверял выполненную работу, но не помогал и не контролировал работу в процессе производства. Теперь же конторки «ликвидированы», рабочий день контрольного мастера уплотнен и рационализирован, контрольного мастера вывели к рабочему месту и поручили ему вести качественный учет. Проходили дни, и массово-разъяснительная работа дала свои результаты. Контрольный мастер понял, что с введением системы качественного учета роль его неизмеримо возросла. Рабочий стремится получить оцен ку «отлично» и это заставляет контрольного мастера серьезнее относиться к качеству детали, точно учитывать дефекты в работе для того, чтобы рабочий понял, где и что нужно ему исправлять. Вот что рассказывает контролер тов. Кобылкин: «Выпускается определенная работа. Я тут же на месте проверяю материал и ставлю на наряде печать. Я слежу за тем, кдк рабочий делает деталь. Вся работа проходит на моих глазах. Если я вижу, что деталь сделана плохо, я говорю рабочему, что надо сделать для того, чтобы выполнить ее на «отлично». Ведь рабочий может неправильно понять чертеж и плохо сделать деталь, поэтому я тут же на месте слежу за его работой. Я не подменяю мастера, я только наблюдаю за работой». Система качественной оценки продукции быстро и прочно вошла в жизнь завода. Прежде всего потому, что передовые рабочие всем своим существом прочувствовали лозунг партии о качестве, и нашли форму осуществления этого лозунга. Благодаря показателям качества стало ясным не только то, что брак по вине рабочего является позорим для каждого сознательного пролетария, но и то, что даже годная продукция, сделанная на «удовлетворительно», является на самом деле образцом низкого качества работы. Фигура отличника стала популярной в цехе. Отличник своей продукцией на деле доказывает, что он осуществляет лозунг партии о качестве. Продукция рабочих, удовлетворяющая требованиям на «отлично», является сегодняшним пределом качества по технологическому процессу и внешней отделке детали. Отличником на заводе считается тот, кто 51 проц. продукции сдает на «отлично», а остальные на «хорошо». Это не простая задача, но в то же время осуществимая для всех рабочих любых разрядов. Вот, например, отличник тов. Смирнов. Он не выделяется из группы знатных людей завода — отличников качества, и его рассказ о своем стиле работы типичен: «Прежде чем приступить к работе, я про- |








