Техника - молодёжи 1936-09, страница 35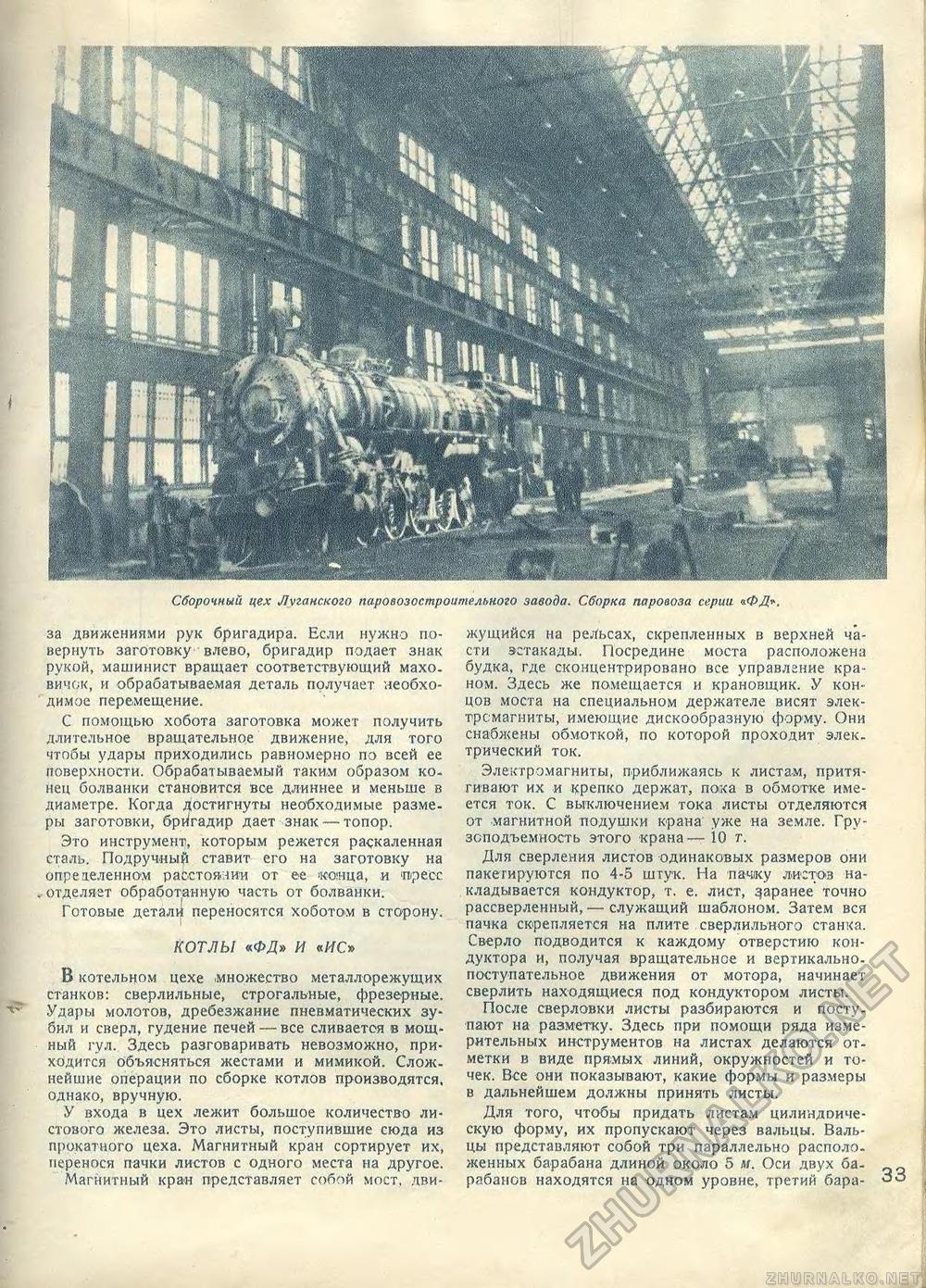
Сборочный цех Луганского паровозострс за движениями рук бригадира. Если нужно повернуть заготовку влево, бригадир подает знак рукой, машинист вращает соответствующий маховичок, и обрабатываемая деталь получает необходимое перемещение. С помощью хобота заготовка может получить длительное вращательное движение, для того чтобы удары приходились равномерно по всей ее поверхности. Обрабатываемый таким образом конец болванки становится все длиннее и меньше в диаметре. Когда достигнуты необходимые размеры заготовки, бригадир дает знак — топор. Это инструмент, которым режется раскаленная сталь. Подручный ставит его на заготовку на определенном расстоянии от ее 'конца, и пресс <отделяет обработанную часть от болванки. Готовые детали переносятся хоботом в сторону. КОТЛЫ «ФД» И *ИС» В котельном цехе множество металлорежущих станков: сверлильные, строгальные, фрезерные. Удары молотов, дребезжание пневматических зубил и сверл, гудение печей — все сливается в мощный гул., Здесь разговаривать невозможно, приходится Объясняться жестами и мимикой. Сложнейшие операции по сборке котлов производятся, однако, вручную. У входа в цех лежит большое количество листового железа. Это листы, поступившие сюда из прокатного цеха. Магнитный кран сортирует их, перенося пачки листов с одного места на другое. Магнитный кран представляет собой мост, дви- пельного завода. Сборка паровоза серии «ФД*. жущийся на рельсах, скрепленных в верхней части эстакады. Посредине моста расположена будка, где сконцентрировано все управление краном. Здесь же помещается и крановщик. У концов моста на специальном держателе висят электромагниты, имеющие дискообразную форму. Они снабжены обмоткой, по которой проходит электрический ток. Электромагниты, приближаясь к листам, притягивают их и крепко держат, пока в обмотке имеется ток. С выключением тока листы отделяются от магнитной подушки крана уже на земле. Грузоподъемность этого крана— 10 т. Для сверления листов одинаковых размеров они пакетируются по 4-5 штук. На пачку листов накладывается кондуктор, т. е. лист, заранее точно рассверленный, — служащий шаблоном. Затем вся пачка скрепляется на плите сверлильного станка. Сверло подводится к каждому отверстию кондуктора и, получая вращательное и вертикально, поступательное движения от мотора, начинает сверлить находящиеся под кондуктором листы. После сверловки листы разбираются и поступают на разметку. Здесь при помощи ряда измерительных инструментов на листах делаются отметки в виде прямых линий, окружностей и точек. Все они показывают, какие формы и размеры в дальнейшем должны принять листы. Для того, чтобы придать листам цилиндоиче-скую форму, их пропускают через вальцы. Вальцы представляют собой три параллельно расположенных барабана длиной около 5 м. Оси двух ба- _ _ рабанов находятся на одном уровне, третий бара- Зо |








