Техника - молодёжи 1938-10, страница 67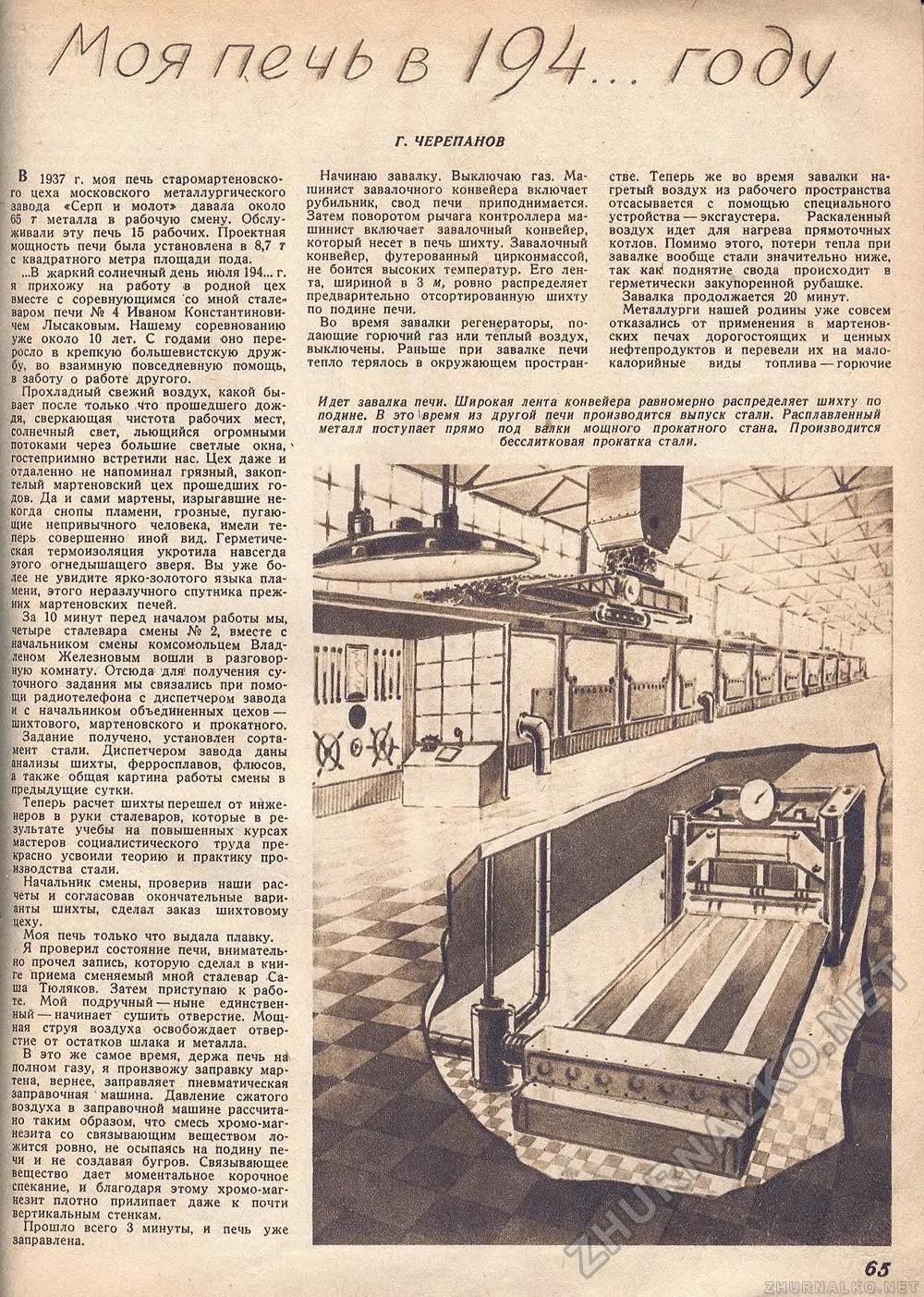
' Моя пе В 1937 г. моя печь старомартеновского цеха московского металлургического ' завода «Серп и молот» давала около | 65 т металла в рабочую смену. Обслу-| живали эту печь 15 рабочих. Проектная ; мощность печи была установлена в 8,7 т с квадратного метра площади пода. ...В жаркий солнечный день июля 194... г. я прихожу на работу в родной цех вместе с соревнующимся со мной стале» : варом печи № 4 Иваном Константиновичем Лысаковым. Нашему соревнованию уже около 10 лет. С годами оно переросло в крепкую большевистскую дружбу, во взаимную повседневную помощь, в заботу о работе другого. Прохладный свежий воздух, какой бы-' вает после только Что прошедшего дождя, сверкающая чистота рабочих мест, ' солнечный свет, льющийся огромными потоками через большие светлые окна, ■ гостеприимно встретили нас. Цех даже и отдаленно не напоминал грязный, закоптелый мартеновский цех прошедших го-, дов. Да и сами мартены, изрыгавшие некогда снопы пламени, грозные, пугающие непривычного человека, имели теперь совершенно иной вид. Герметическая термоизоляция укротила навсегда этого огнедышащего зверя. Вы уже более не увидите ярко-золотого языка пламени, этого неразлучного спутника преж-, них мартеновских печей. За 10 минут перед началом работы мы, четыре сталевара смены № 2, вместе с ^начальником смены комсомольцем Владленом Железновым вошли в разговорную комнату. Отсюда для1 получения суточного задания мы связались при помоги радиотелефона с диспетчером завода и с начальником объединенных цехов — шихтового, мартеновского и прокатного. Задание получено, установлен сорта-мент стали. Диспетчером завода даны анализы шихты, ферросплавов, флюсов, а также общая картина работы смены в предыдущие сутки. Теперь расчет шихты перешел от инже-; неров в руки сталеваров, которые в ре-> зультате учебы на повышенных курсах мастеров социалистического труда прекрасно усвоили теорию и практику производства стали. Начальник смены, проверив наши расчеты и согласовав окончательные вари-: анты шихты, сделал заказ шихтовому цеху. Моя печь только что выдала плавку. Я проверил состояние печи, внимательно прочел запись, которую сделал в кни-! ге приема сменяемый мной сталевар Саша Тюляков. Затем приступаю к работе. Мой подручный — ныне единственный —- начинает сушить отверстие. Мощная струя воздуха освобождает отверстие от остатков шлака и металла. В это же самое время, держа печь нi полном газу, я произвожу заправку мартена, вернее, заправляет пневматическая заправочная • машина. Давление сжатого : воздуха в заправочной машине рассчита-но таким образом, что смесь хромо-маг-незита со связывающим веществом ложится ровно, не осыпаясь на Подину печи и не создавая бугров. Связывающее вещество дает моментальное корочное спекание, и благодаря этому хромо-маг-незит плотно прилипает даже к почти вертикальным стенкам. Прошло всего 3 минуты, и печь уже заправлена. ЧЬ 5 l^U. .. ГО Г. ЧЕРЕПАНОВ Начинаю завалку. Выключаю шинист завалочного конвейера рубильник, свод печи приподнимается. Затем поворотом рычага контроллера машинист включает завалочный конвейер, который несет в печь шихту. Завалочный конвейер, футерованный цирконмассой, не боится высоких температур. Его лента, шириной в 3 м, ровно распределяет предварительно отсортированную шихту по подине печи. Во время завалки регенераторы, подающие горючий газ или теплый воздух, выключены. Раньше при завалке печи тепло терялось в окружающем простран стве. Теперь же во время завалки нагретый воздух из рабочего пространства отсасывается с помощью специального устройства — эксгаустера. Раскаленный воздух идет для нагрева прямоточных котлов. Помимо этого, потери тепла при завалке вообще стали значительно ниже, так как1, поднятие свода происходит в герметически закупоренной рубашке. Завалка продолжается 20 минут. Металлурги нашей родины уже совсем отказались от применения в мартеновских печах дорогостоящих и ценных нефтепродуктов и перевели их на малокалорийные виды топлива — горючие Идет завалка печи. Широкая лента конвейера равномерно распределяет шихту по подине. В это^время из другой печи производится выпуск стали. Расплавленный металл поступает прямо под валки мощного прокатного стана. Производится бесслитковая прокатка стали. |








