Техника - молодёжи 1941-06, страница 7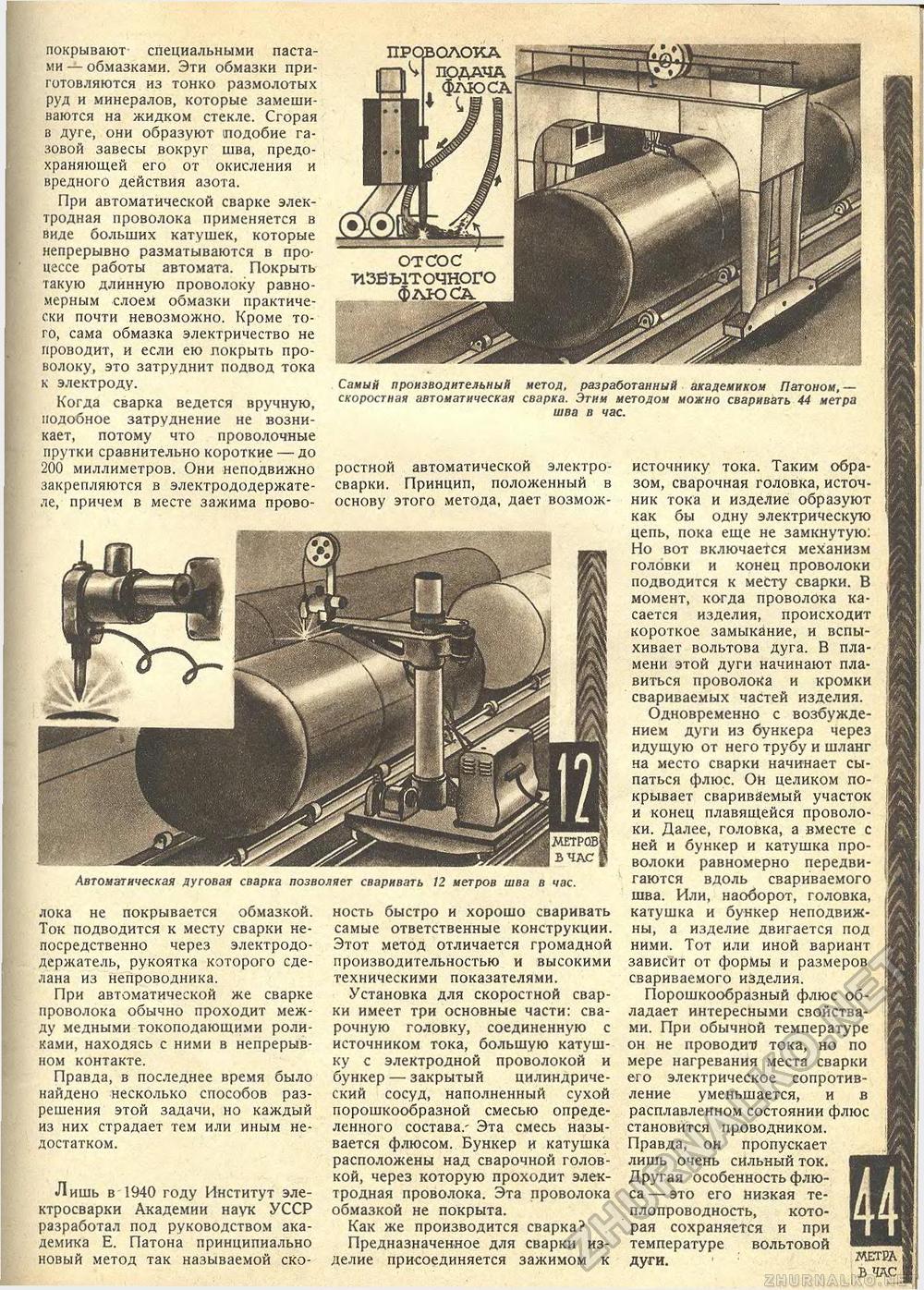
головки и конец проволоки подводится к месту сварки. В момент, когда проволока касается изделия, происходит короткое замыкание, и вспыхивает вольтова дуга. В пламени этой дуги начинают плавиться проволока и кромки свариваемых частей изделия. Одновременно с возбуждением дуги из бункера через идущую от него трубу и шланг на место сварки начинает сыпаться флюс. Он целиком покрывает свариваемый участок и конец плавящейся проволоки. Далее, головка, а вместе с ней и бункер и катушка проволоки равномерно передвигаются вдоль свариваемого шва. Или, наоборот, головка, катушка и бункер неподвижны, а изделие двигается под ними. Тот или иной вариант зависйт от форМы и размеров свариваемого изделия. Порошкообразный флюс обладает интересными свойствами. При обычной температуре он не проводит? тока, но по мере нагревания места сварки его электрическое сопротивление уменьшается, и в расплавленном состоянии флюс становится проводником. Правда, он пропускает лишь очень сильный ток. Другая особенность флюса — это его Низкая теплопроводность, которая сохраняется и при температуре вольтовой дуги. покрывают- специальными пастами обмазками. Эти обмазки приготовляются из тонко размолотых руд и минералов, которые замешиваются на жидком стекле. Сгорая в дуге, они образуют подобие газовой завесы вокруг шва, предохраняющей его от окисления и вредного действия азота. При автоматической сварке электродная проволока применяется в виде больших катушек, которые непрерывно разматываются в процессе работы автомата. Покрыть такую длинную проволоку равномерным слоем обмазки практически почти невозможно. Кроме того, сама обмазка электричество не проводит, и если ею покрыть проволоку, это затруднит подвод тока к электроду. Когда сварка ведется вручную, подобное затруднение не возникает, потому что проволочные прутки сравнительно короткие — до 200 миллиметров. Они неподвижно закрепляются в электрододержате-де, причем в месте зажима прово- Автоматическая дуговая сварка позволяет сваривать 12 метров шва в час. лока не покрывается обмазкой. Ток подводится к месту сварки непосредственно через электродо-держатель, рукоятка которого сделана из непроводника. При автоматической же сварке проволока обычно проходит между медными токоподающими роликами, находясь с ними в непрерывном контакте. Правда, в последнее время было найдено несколько способов разрешения этой задачи, но каждый из них страдает тем или иным недостатком. Лишь в 1940 году Институт электросварки Академии наук УССР разработал под руководством академика Е. Патона принципиально новый метод так называемой сКо ность быстро и хорошо сваривать самые ответственные конструкции. Этот метод отличается громадной производительностью и высокими техническими показателями. Установка для скоростной сварки имеет три основные части: сварочную головку, соединенную с источником тока, большую катушку с электродной проволокой и бункер — закрытый цилиндрический сосуд, наполненный сухой порошкообразной смесью определенного состава.- Эта смесь называется флюсом. Бункер и катушка расположены над сварочной головкой, через которую проходит электродная проволока. Эта проволока обмазкой не покрыта. Как же производится сварка? Предназначенное для сварки изделие присоединяется зажимом к Самый производительный метод, разработанный академиком Патоном, — скоростная автоматическая сварка. Этим методом можно сваривать 44 метра шва в час. ростной автоматической электросварки. Принцип, положенный в основу этого метода, дает возмож- источнику тока. Таким образом, сварочная головка, источник тока и изделие образуют как бы одну электрическую цепь, пока еще не замкнутую: Но вот включается механизм |








