Техника - молодёжи 1941-06, страница 6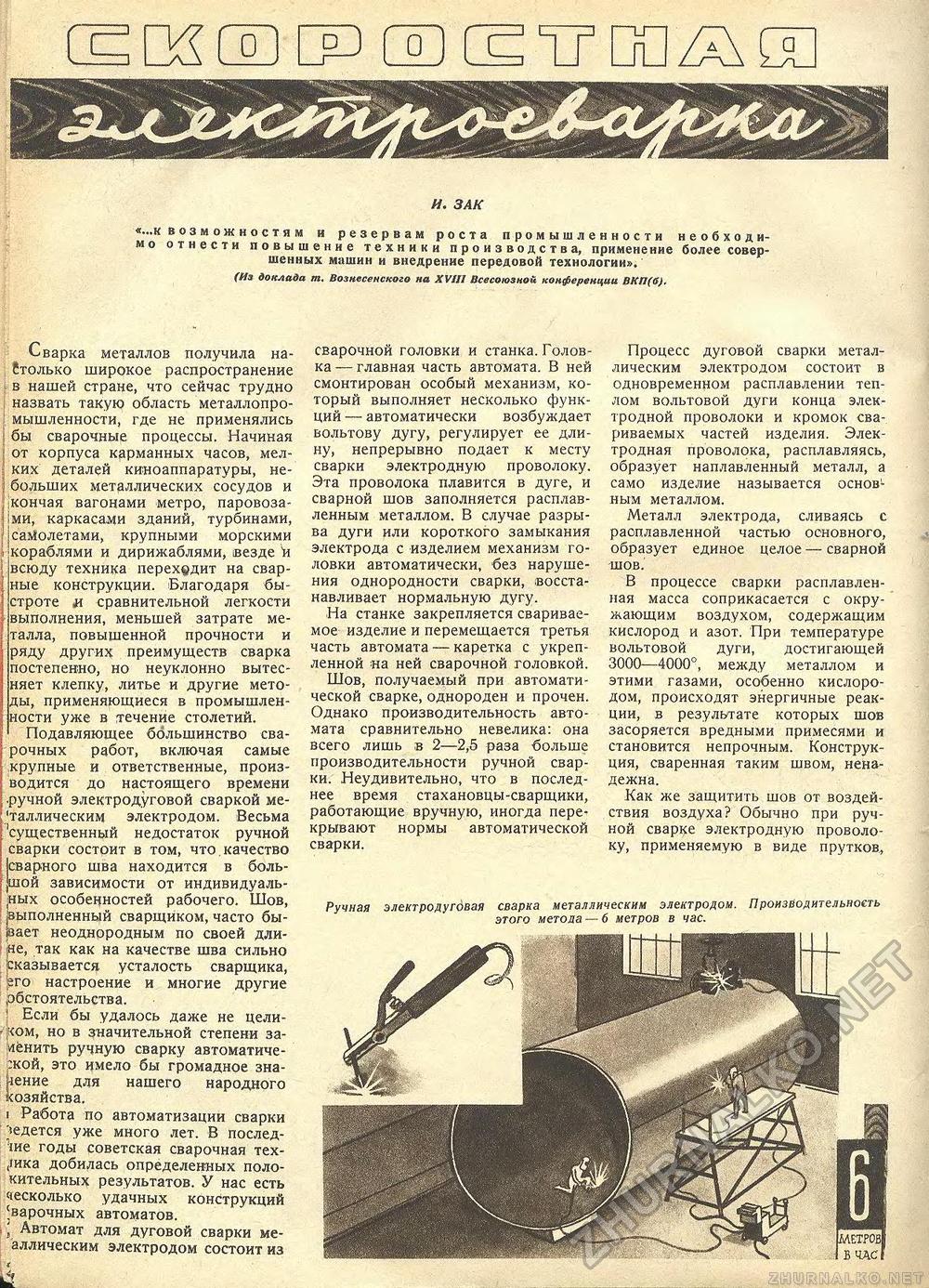
И. ЗАК «...к возможностям и резервам роста промышленности необходимо отнести повышение техники производства, применение более совершенных машин н внедрение передовой технологии». (Из доклада т. Вознесенского на XVШ Всесоюзной конференции ВКП(в). Сварка металлов получила на-I Столько широкое распространение i в нашей стране, что сейчас трудно I назвать такую область металлопро-I мышленности, где не применялись i бы сварочные процессы. Начиная ! от корпуса карманных часов, мел-s ких деталей киноаппаратуры, небольших металлических сосудов и jкончая вагонами метро, паровоза-]|миу каркасами зданий, турбинами, самолетами, крупными морскими I кораблями и дирижаблями, везде й i всюду техника переходит на свар-i ные конструкции. Благодаря бы-i строте л сравнительной легкости | выполнения, меньшей затрате ме-талла, повышенной прочности и j ряду других преимуществ сварка j постепенно, но неуклонно вытес-] няет клепку, литье и другие мето-3 ды, применяющиеся в промышленности уже в течение столетий, i Подавляющее б&льшинство сварочных работ, включая самые крупные и ответственные, производится до настоящего времени •ручной электродуговой сваркой металлическим электродом. Весьма 'существенный недостаток ручной сварки состоит в том, что . качество |сварного шва находится в большой зависимости от индивидуальных особенностей рабочего. Шов, выполненный сварщиком, часто бывает неоднородным по своей дли-15Не, так как на качестве шва сильно -сказывается усталость сварщика, pro настроение и многие другие обстоятельства. | Если бы удалось даже не цели-- Ком, но в значительной степени за-Мёнить ручную сварку автоматической, это имело бы громадное знамение для нашего народного хозяйства. I Работа по автоматизации сварки ^едется уже много лет. В последние годы советская сварочная техника добилась определенных поло-кительных результатов. У нас есть несколько удачных конструкций 'варочных автоматов. ,\ Автомат для дуговой сварки ме-аллическим электродом состоит из сварочной головки и станка. Головка— главная часть автомата. В ней смонтирован особый механизм, который выполняет несколько функций — автоматически возбуждает вольтову дугу, регулирует ее длину, непрерывно подает к месту сварки электродную проволоку. Эта проволока плавится в дуге, и сварной шов заполняется расплавленным металлом. В случае разрыва дуги или короткого замыкания электрода с изделием механизм головки автоматически, без нарушения однородности сварки, восстанавливает нормальную дугу. На станке закрепляется свариваемое изделие и перемещается третья часть автомата — каретка с укрепленной «а ней сварочной головкой. Шов, получаемый при автоматической сварке, однороден и прочен. Однако производительность автомата сравнительно невелика: она всего лишь в 2—2,5 раза больше производительности ручной сварки. Неудивительно, что в последнее время стахановцы-сварщики, работающие вручную, иногда перекрывают нормы автоматической сварки. Процесс дуговой сварки металлическим электродом состоит в одновременном расплавлении теплом вольтовой дуги конца электродной проволоки и кромок свариваемых частей изделия. Электродная проволока, расплавляясь, образует наплавленный металл, а само изделие называется основным металлом. Металл электрода, сливаясь с расплавленной частью основного, образует единое целое — сварной шов. В процессе сварки расплавленная масса соприкасается с окружающим воздухом, содержащим кислород и азот. При температуре вольтовой дуги, достигающей 3000—4000°, между металлом и этими газами, особенно кислородом, происходят энергичные реакции, в результате которых шов засоряется вредными примесями и становится непрочным. Конструкция, сваренная таким швом, ненадежна. Как же защитить шов от воздействия воздуха? Обычно при ручной сварке электродную проволоку, применяемую в виде прутков. |








