Техника - молодёжи 1942-09-10, страница 24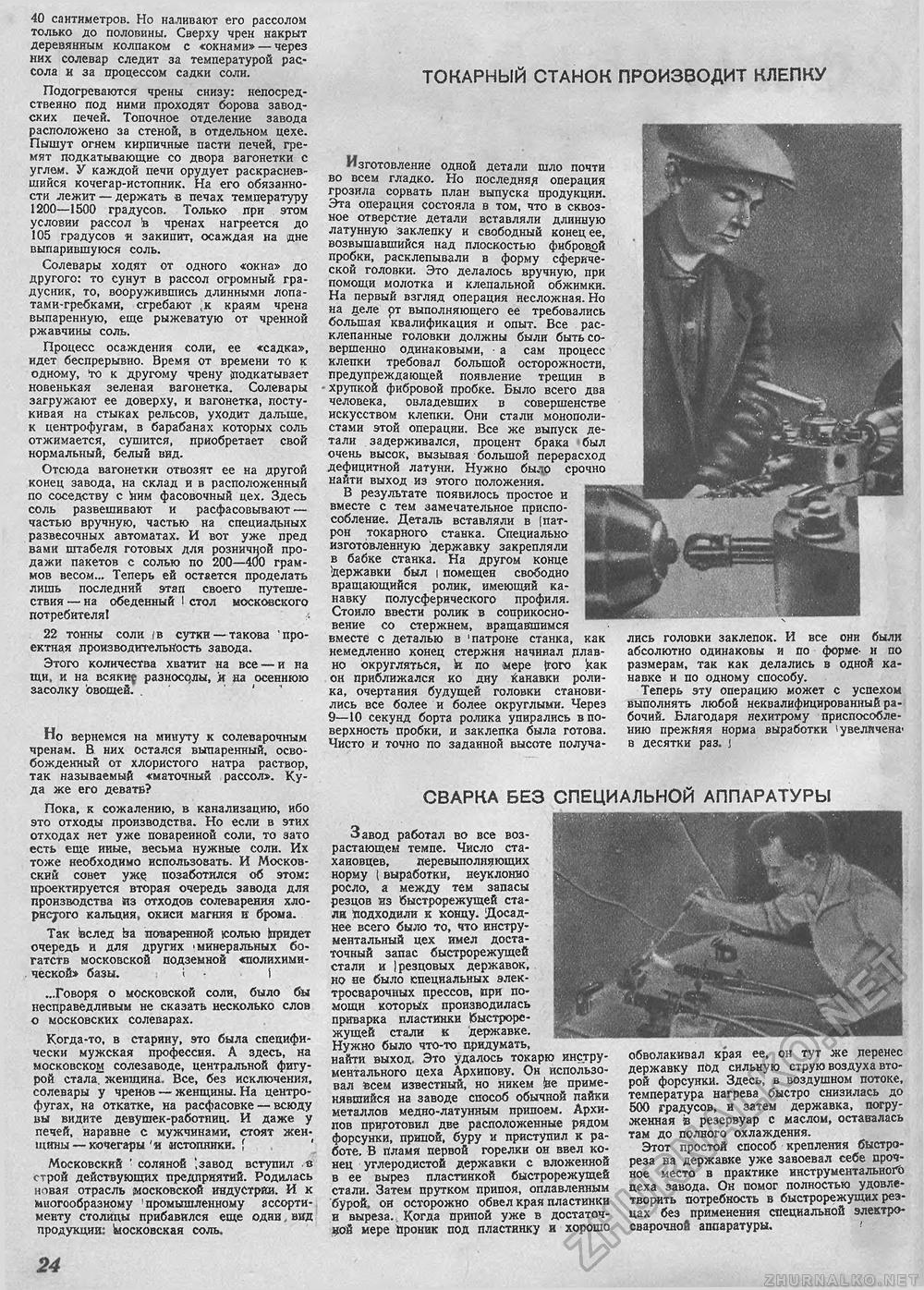
40 сантиметров. Но наливают его рассолом только до половины. Сверху чрен накрыт деревянным колпаком с «окнами» — через них солевар следит за температурой рассола к за процессом садки соли. Подогреваются чрены снизу: непосредственно под ними проходят борова заводских печей. Топочное отделение завода расположено за стеной, в отдельном цехе. Пышут огнем кирпичные пасти печей, гремят подкатывающие со двора вагонетки с углем* У каждой печи орудует раскрасневшийся кочегар-истопник. На его обязанности лежит — держать в печах температуру 1200—1500 градусов. Только при этом условии рассол !в чренах нагреется до 105 градусов и закипит, осаждая на дне выпарившуюся соль. Солевары ходят от одного «окна» до другого: то сунут в рассол огромный градусник, то, вооружившись длинными лопатами-гребками, сгребают <к краям чрена выпаренную, еще рыжеватую от чренной ржавчины соль. Процесс осаждения соли, ее «садка», идет беспрерывно. Время от времени то к одному, hno к другому чрену Подкатывает новенькая зеленая вагонетка. Солевары загружают ее доверху, и вагонетка, постукивая на стыках рельсов, уходит дальше, к центрофугам, в барабанах которых соль отжимается, сушится, приобретает свой нормальный, белый вид. Отсюда вагонетки отвозят ее на другой конец завода, на склад и в расположенный по соседству с !ним фасовочный цех. Здесь соль развешивают и расфасовывают — частью вручную, частью на специальных развесочных автоматах. И вот уже пред вами штабеля готовых для розничной продажи пакетов с солью по 200—400 граммов весом.,. Теперь ей остается проделать лишь последний этап своего путешествия — на обеденный I стол московского потребителя! 22 тонны соли (в сутки—такова 'проектная производительность завода. Этого количества хватит на все — и на щи, и на всякие разносолы, и на осеннюю засолку 'овощей. . ' Но вернемся на минуту к солеварочным чренам. В них остался выпаренный, освобожденный от хлористого натра раствор, так называемый «маточный рассол». Куда же его девать? Пока, к сожалению, в канализацию, ибо это отходы производства. Но если в этих отходах нет уже поваренной соли, то зато есть еще иные, весьма нужные соли. Их тоже необходимо использовать. И Московский совет уж^ позаботился об этом: проектируется вторая очередь завода для производства йз отходов солеварения хло-рисуого кальция, окиси магния к брома. Так Ьслед fea поваренной tcoлью {придет очередь и для других «минеральных богатств московской подземной «полихими-. ческой» базы. i 1 ...Говоря о московской соли, было бы несправедливым не сказать несколько слов о московских солеварах. Когда-то, в старину, это была специфически мужская профессия. А здесь, на московском солезаводе, центральной фигурой стала-"женщина. Все, без исключения, солевары у чренов — женщины. На центро-фугах, на откатке, на расфасовке — всюду вы видите девушек-работниц, И даже у печей, наравне с мужчинами, стоят женщины— кочегары'и истопники* { Московский ' соляной 1 завод вступил в строй действующих предприятий. Родилась новая отрасль {московской индустрии. И к многообразному 'промышленному ассортименту столицы прибавился еще один, вид продукции: Московская соль. ТОКАРНЫЙ СТАНОК ПРОИЗВОДИТ КЛЕПКУ Изготовление одной детали шло почти во всем гладко. Но последняя операция грозила сорвать план выпуска продукции. Эта операция состояла в том, что в сквозное отверстие детали вставляли длинную латунную заклепку и свободный конец ее, возвышавшийся над плоскостью фибровой пробки, расклепывали в форму сферической головки. Это делалось вручную, при помощи молотка и клепальной обжимки. На первый взгляд операция несложная. Но на §еле рт выполняющего ее требовались большая квалификация и опыт. Все расклепанные головки должны были быть совершенно одинаковыми, - а сам процесс клепки требовал большой осторожности, предупреждающей появление трещин в хрупкой фибровой пробке. Было всего два человека, овладевших в совершенстве искусством клепки. Они стали монополистами этой операции. Все же выпуск детали задерживался, процент брака был очень высок, вызывая большой перерасход дефицитной латуни. Нужно быдо срочно найти выход из этого положения. В результате появилось простое и вместе с тем замечательное приспособление. Деталь вставляли в (патрон токарного станка. Специально изготовленную державку закрепляли в бабке станка. На другом конце !державки был i помещен свободно вращающийся ролик, имеющий канавку полусферического профиля. Стоило ввести ролик в соприкосновение со стержнем, вращавшимся вместе с деталью в 'патроне станка, как немедленно конец стержня начинал длав-но округляться, к по мере {того как он приближался ко дну йанавки ролика, очертания будущей головки становились все более и более округлыми. Через 9—10 секунд борта ролика упирались в поверхность пробки, и заклепка была готова. Чисто и точно по заданной высоте получа лись головки заклепок. И все они были абсолютно одинаковы и по форме- н по размерам, так как делались в одной канавке и по одному способу. Теперь эту операцию может с успехом выполнять любой неквалифицированный рабочий. Благодаря нехитрому приспособлению прежняя норма выработки * увеличена* в десятки раз. j СВАРКА БЕЗ СПЕЦИАЛЬНОЙ АППАРАТУРЫ Завод работал во все возрастающем темпе. Число стахановцев, перевыполняющих норму t выработки, неуклонно росло, а между тем запасы резцов hs быстрорежущей стала подходили к концу. Досаднее всего было то, что инструментальный цех имел достаточный запас быстрорежущей стали и | резцовых державок, но не было специальных электросварочных прессов, юри помощи которьОс производилась приварка пластинки (быстрорежущей стали к державке. Нужно было что-то придумать, найти выход. Это удалось токарю инструментального цеха Архипову. Он использовал &сем известный, но никем fee применявшийся на заводе способ обычной пайки металлов медно-латунным припоем. Архипов приготовил две расположенные рядом форсунки, припой, буру и приступил к работе, В пламя первой горелки он ввел конец углеродистой державки с вложенной в ее вырез пластинкой быстрорежущей стали. Затем прутком припоя, оплавленным бурой, он осторожно обвел края пластинки и выреза. t Когда припой уже в достаточной мере Хроник под пластинку и хорошо обволакивал края ее, он тут же перенес державку под сильную струю воздуха второй форсунки. Здесь, в воздушном потоке, температура нагрева быстро снизилась до 500 градусов, и затем державка, погруженная 5в резервуар с маслом, оставалась там до полного охлаждения. Этот простой способ крепления быстро-реза на державке уже завоевал себе прочное место в практике инструментального цеха завода. Он помог полностью удовлетворить потребность в быстрорежущих резцах без применения специальной электросварочной аппаратуры, • 24 |








